



H13模具钢热处理工艺和组织-等温转变曲线_连续冷却曲线_淬火回火后的组织
H13模具钢热处理工艺和组织
等温转变曲线、连续冷却曲线
H13模具钢淬火、回火后的组织
H13原是美国的一个热作模具钢钢种,在我国称为4Cr5MoSiV1,简称:国产H13,它是目前应用最广泛的一种热作模具钢。H13钢之所以被广泛应用,是因为它具有高的淬透性、高的韧性、良好的切削加工性能、热处理变形小、在较高温度下具有抗软化能力,H13钢具有优良的抗热裂能力,在工作场合可予以水冷。以下是东莞市弘超模具科技有限公司技术中心整理编辑的有关国产H13模具钢的热处理工艺和组织(包括:等温转变曲线、连续冷却曲线以及淬火、回火后的组织)。
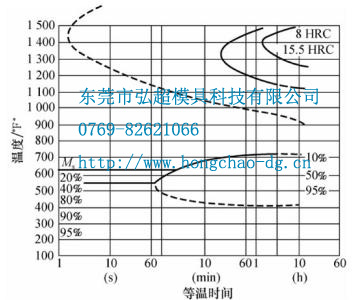
国产H13(4Cr5MoSiV1)模具钢的等温转变曲线如上面题图所示(试验钢的化学成分为:WC=0.40%,WMn=0.40%,WSi=1.50%,WCr=5.00%,WMo=1.35%,WV=1.10%)。国产H13模具钢的连续冷却曲线分别如下图所示(图中Ar为残留奥氏体量)。

国产H13模具钢经高温加热奥氏体化后,在800℃左右缓冷,有二次碳化物沿晶析出。过冷奥氏体在400℃~600℃极为稳定,可以在这个温区分级淬火,分级淬火温度宜取下限温度。加热温度低,冷却速度慢时,还会在淬火组织中出现贝氏体。淬火加热温度超过1070℃后,直径为200mm的工件油冷淬火时一般不会出现贝氏体。
国产H13模具钢中的碳化物大部分是M23C6型铬的碳化物,还有少量是MC型碳化物。将钢加热到1050℃~1070℃时,M23C6碳化物急剧溶解,加热到1100℃时基本溶完,因此最佳奥氏体化温度应选择在1020℃~1080℃温区为宜。从1070℃加热开始,奥氏体晶粒将明显长大。
弘超研究表明,对于要求热硬性为主的模具,应选取1050℃~1080℃加热,油冷淬火后硬度可达54~57HRC,晶粒度为9级左右。组织为细针马氏体+未溶碳化物+残留奥氏体,马氏体针长为1.5~2级,未溶碳化物呈点状,数量不多,有时有块状或颗粒状亚稳定共晶碳化物,组织见下面左图所示。
.jpg)
.jpg)
弘超实际应用证明,对于要求韧性较好的模具,可选取1020℃~1050℃加热,油冷淬火后硬度为53~56 HRC,晶粒度为9~10级左右,组织为细针和隐针马氏体+来溶碳化物+残留奧氏体,马氏体针长为l级左右,碳化物较多,但仍呈点状。在特殊情况下,可选取1100℃加热,油冷淬火后硬度可达58HRC左右,此时到达淬火硬度的极大值,晶粒已长大到8级左右,晶粒界清晰可见,马氏体针长达4级左右,并成排分布,碳化物数量已很少,组织如上面右图所示。
淬火加热应先经两次预热,冷却可采用空冷、油冷,也可采用分级冷却。分级冷却的分级温度最好选择低些,例如350℃~500℃,也有选择在500℃~560℃分级的。空冷或在500℃以上分级冷却容易使过饱和奥氏体在冷却过程中析出碳化物,而在模具中心出现较多的贝氏体,在高温回火时出现贝氏体脆性,这两种后果都可使模具变脆,在作模具失效分析时上述两项是必检内容。
国产H13模具钢的回火温度以高于500℃、低于650℃为宜。530℃回火的组织为回火马氏体+回火屈氏体,仍保持针状形态,如下面左图所示(经1050℃加热、油冷淬火、530℃回火后的组织,回火两次1.5h)。
(500%C3%97).jpg)
(500%C3%97).jpg)
国产H13模具钢经630℃回火后的组织为回火屈氏体+回火索氏体,针状形态基本消失,组织如上面右图所示(经1050℃加热、油冷淬火、630℃回火后的组织,回火两次1.5h)。在500℃回火时,出现回火二次硬化峰,回火硬度最高,峰值为55 HRC左右,但韧性最差。因此,回火工艺以及低温化学热处理,都要避开500℃左右,而在550℃~650℃回火比较适宜,回火应进行两次。
更多信息
敬请关注弘超模具钢专业网站或直接致电东莞市弘超模具科技有限公司客服人员(0769-82621066/400-699-1286),以获得更多有关国产H13钢热处理工艺和组织、H13(4Cr5MoSiV1)产品简介、力学性能数据、物理性能参数和H13钢最新产品技术资料以及国产模具钢的最新产品资讯。
资料来源:东莞市弘超模具科技有限公司技术中心
『版权所有,转载或引用请注明链接和出处』- 【点击次数:】 【加入时间:2013-08-24 00:00:00】 【关闭本页】
产品展示
相关产品
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ:
地址:广东省东莞市塘厦镇林村管理区