



深入分析热固性塑料注射模与热塑性塑料注射模的相同点和不同点
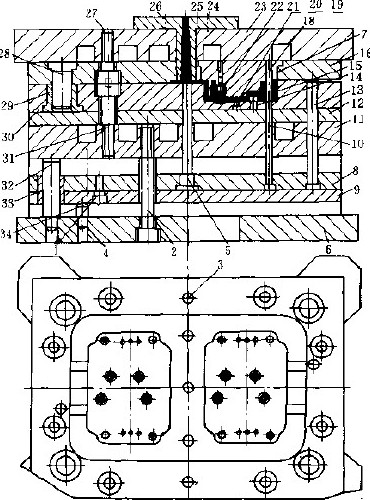
热固性塑料注射模基本上与热塑性塑料注射模结构相似,只是热固性塑料注射模要求注射压力较高,料筒预热温度要求控制在90~110℃(酚醛塑料)范围内。同时,模具不需要冷却水道,而要增设加热板及隔热板以及脱模斜度要比热塑性注射模大。如图所示(图中:1-调整螺钉,2、4、27、31-螺钉,3-销钉,5-拉料杆,6-动模模座,7-定模,8-顶杆支持板,9-顶杆垫板,10、14、18、20、21、22、25-型芯,11、23-加热板,12-动模垫板,13-顶杆,15-动模,16-定模固定板,17-支承板,19-加热器,24、26-浇口套,25-余料,30-动模板,28、32-导柱,29、33-导套,34-安全销)的热固性塑料注射模结构,采用中间浇口,一模两件,主要用于卧式注射机中成形。其结构基本上与图52所示的塑料注射模相似,也是由定模、动模、及推料三部分组成,只是在动、定模上加装了加热板11、23。在定模固定板16中安装有定模(凸模)型芯7与动模(凹模)30、合模后组成型腔成形塑件。动模与定模由导柱28、导套29对其导向。模具开模由顶杆13、顶杆支持板8、顶杆垫板9组成顶出、开模机构完成。东莞弘超专业致力于模具钢材的应用研究,为广大模具制造企业推荐最具性价比的高品质模具钢材(日本大同模具钢、瑞典一胜百模具钢、国产新型模具钢、火焰淬火钢、基体钢、无磁模具钢、红冲模具钢等),提供模具失效分析及模具寿命解决方案“一站式”服务。
制品注射完成后,由拉料杆5和型芯杆10将塑件拉出。模具尽管复杂。但适于热固性塑件大批注射成形。热固性塑料注射模与热塑性塑料注射模不同点在于:
⒈热固性塑料模要求注射压力较高,料筒内的预热温度一般控制在90~110℃(酚醛塑料)。注射机的螺杆也应特制。
⒉模具不需要冷却水道,而要设制加热板,以便于加热模具,如图所示加热板11、23。模温一般应控制在16~25℃左右(酚醛塑料)。模具与注射机问要加隔热垫,以防止模具向注射机传热。
⒊热固性塑料在注射过程中及成形后脱模过程中,对型模表面的磨损较为严重,因此需选用耐磨性较高、表面硬度能达到55HRC以上的优质工模具钢,如9MnV、CrWMn,并要求镀硬铬,以提高表面硬度及表面质量。东莞弘超推荐日本大同440C-ESR、PD613、瑞典UDDEHOLM CORRAX以及国产9Cr18、9Cr18Mo等高耐磨性、高耐腐蚀性塑料模具钢应用于热固性塑料注射模。了解更多模具动态资讯,敬请关注东莞弘超模具钢材专业网站www.hongchao-dg.cn,海量的模具钢材产品信息,最新的模具行业动态资讯,尽在弘超模具钢材网站。
⒋热固性注射模要求分型面处接触面要小,并且要平整,表面粗糙度值不高于0.2μm,模具闭合时,分型面基本应无缝隙。在料流末端应开有排气槽。
⒌模具的成形部分要加热到热固性塑料固化温度,而浇口道部分需用冷水冷却,对于大型注射模这两部分之间要有隔热材料隔热。
⒍热固性塑料注射模的脱模斜度应比热塑性塑料注射模的脱模斜度小15′~1°为宜。
同时,热固性塑料注射模,在塑件成形后的顶出与卸模方法及结构构成,以及由于热固性塑料注射模是将较低温度的预塑化塑料注入较高的温度模具中,模具温度及塑料与模具间的摩擦生热、会使塑料粘度降低,因此对浇注系统设计要比热塑性塑料注射模浇道系统要有特殊要求。推荐应用于塑料注射模的高品质、高性价比模具钢钢种:S136、STAVAX ESR、IMPAX HH、NIMAX、UNIMAX、CORRAX、S-STAR、NAK80、NAK-PRM、PD613、440C-ESR、NAK101、1.2083、1.2316等。
更多信息
请直接与东莞市弘超模具科技有限公司服务人员联络(热线电话:0769-82621066/82621088,全国统一服务热线:400-699-1286),以获得更多的有关热固性塑料注射模与热塑性塑料注射模的相同点和不同点以及其它高品质模具钢材(日本大同模具钢、瑞典一胜百模具钢、德国葛利兹模具钢以及国产新型模具钢、火焰钢、基体钢、无磁模具钢、空冷钢、红冲模具钢等)的选择、应用、热处理及库存等相关资料。
资料来源:东莞市弘超模具科技有限公司技术中心
『版权所有,转载或引用请注明链接和出处』- 【点击次数:】 【加入时间:2012-07-19 23:35:26】 【关闭本页】
知识普及
相关产品
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ:
地址:广东省东莞市塘厦镇林村管理区