



Cr12型高合金冷作模具钢锻造工艺及“两轻一重”锻造方法

Cr12型钢是典型的高碳高铬系列冷作模具钢钢种,已纳入中国国家标准GB/T 1299-2000中的钢号包括:Cr12、Cr12Mo1V1和Cr12MoV等。Cr12型钢是莱氏体钢,组织中存在大量的共晶碳化物,淬火状态碳化物含量(体积分数)约占13%~20%。由于Cr12型高合金冷作模具钢中的碳化物数量多,因此,具有很高的耐磨性以及较高的热稳定性。此类钢韧性较差,高温热塑性低。Cr12型高合金冷作模具钢用途广泛,一般用于制造高耐磨、微畸变、高负荷下服役的冷加工用的模具和工具等。东莞弘超致力于模具钢材应用研究,专业销售高性价比进口模具钢(如:日本大同模具钢、瑞典一胜百模具钢、瑞典乌德霍姆工具钢、日本日立模具钢、日本高周波模具钢、德国葛利兹模具钢等)和国产新型模具钢(如:基体钢、火焰淬火模具钢CH-1、红冲模具专用钢HCH2011、铜合金压铸专用模具钢Y4、铝合金压铸专用模具钢Y10、冷镦模具、冷挤压模具专用模具钢LD等)以及弘超自主研发模具钢(如:HCH2011、HCCF01、HCC821、HCC722、HCP136、HCP90、HCP440、HCP336等)。以下是东莞弘超技术中心编辑整理的有关Cr12型高合金冷作模具钢锻造工艺及“两轻一重”锻造方法。
Cr12型高合金冷作模具钢锻造工艺:
Cr12型钢材变形抗力大,锻锤吨位要和毛坯大小相适应。吨位过小,打击力不够,变形只在毛坯周边进行,中心碳化物不能被击散击碎;吨位过大,打击力过重,容易锻裂。Cr12型高合金冷作模具钢锻造工艺参数如下:
Cr12钢:预热温度为750℃~850℃,加热温度为1050℃~1100℃,始锻温度为1000℃~1050℃,终锻温度为850℃~900℃。
Cr12MoV钢:预热温度为750℃~850℃,加热温度为1080℃~1120℃,始锻温度为1050℃~1100℃,终锻温度为850℃~900℃。
Cr12Mo钢:预热温度为650℃~705℃,始锻温度为1010℃~1095℃,终锻温度为850℃~925℃。
Cr12V钢:预热温度为750℃~850℃,加热温度为≤1150℃,始锻温度为1100℃~1150℃,终锻温度为850℃~900℃。
Cr12Mo1V1(D2)钢:预热温度为750℃~850℃,加热温度为1120℃~1160℃,始锻温度为1050℃~1090℃,终锻温度为≥850℃。
日本大同模具钢DC1:锻造温度1100℃~900℃。
日本大同模具钢DC2:锻造温度1100℃~850℃。
日本大同模具钢DC3:锻造温度1100℃~850℃。
日本大同模具钢DC5:锻造温度1100℃~850℃。
日本大同模具钢DC8:锻造温度1050℃~850℃。
日本大同模具钢DC11:锻造温度1100℃~900℃。Cr12型高合金冷作模具钢“两轻一重”锻造方法:
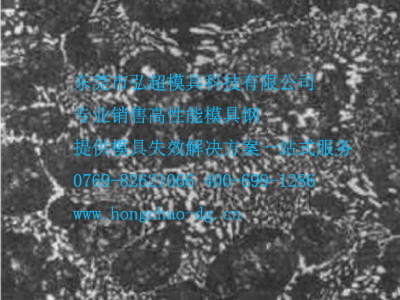
Cr12钢系的模具钢容易出现锻造过烧,一方面是由于坚硬的碳化物使锻造时的热效应比较显著,温升现象比较明显;另一方面是因为共晶碳化物堆集处熔点较低的原因。锻造温度在上限时锤击过猛,锻造温升会使工件温度上升到共晶熔化温度,出现锻造过烧现象,毛坯在锤击下呈豆腐渣样碎裂,锻造过烧组织如下图所示,高温时出现的液相冷却后在晶界形成莱氏体网络。只有在锻造的中间温度区才能用重锤,而且必须重击,重击不但可以打散打碎碳化物堆集,而且可以抑制毛坯温度下降。但当到达锻造温度下限区时又要轻锻,因为低温工件塑性较差,重锻会将模坯锻裂。这就是莱氏体钢锻造工艺中的“两轻一重”锻造方法。
总之,Cr12型高合金冷作模具钢锻造实际操作时一定要严格按照锻造工艺规范,其关键在于毛坯加热温度及保温时间。温度低、时间短、透烧不足或变形抗力太大,会产生锻件内裂或裂纹;而加热温度过高,会使毛坯过热或过烧,导致锻打碎裂而报废;保温时间长,会造成晶粒长大及表面严重脱碳。加热时要先预热,再逐渐升温,注意工件放置的位置要适当,且应注意翻料,以使加热均匀。锻打时坚持多向镦拔,反复镦粗、拔长,将网状碳化物和共晶碳化物打碎,消除碳化物的不均匀性。锻后应注意缓冷并及时退火。
更多信息
敬请关注弘超模具钢专业网站或直接致电东莞市弘超模具科技有限公司客服人员(咨询热线:0769-82621066,全国统一服务电话:400-699-1286),以获得更多有关Cr12型高合金冷作模具钢锻造工艺及“两轻一重”锻造方法的技术资料以及Cr12系列钢种最新产品动态和弘超模具钢的最新产品资讯。
资料来源:东莞市弘超模具科技有限公司技术中心
『版权所有,转载或引用请注明链接和出处』- 【点击次数:】 【加入时间:2013-09-21 23:05:20】 【关闭本页】
新闻动态
相关产品
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ:
地址:广东省东莞市塘厦镇林村管理区