



简述一般热固性塑料注射模具结构以及S136模具钢的应用实例
.jpg)
一般热固性塑料注射模具结构
热固性塑料注射成型是将热固性塑料加入料筒内,通过对料筒的外加热及螺杆旋转时对塑料的摩擦热,对塑料进行加热,使之熔融而产生流动性,在螺杆的强大压力下将稠胶状地熔融料通过料筒的喷嘴,注入模具的浇口、流道并充满腔型,在高温(110℃±10℃)高压(118~235MPa即1200~2400kgf/cm2)下,进行了化学反应,经一段时间的保压后,即固化成型,打开注射模,即得固化塑件。所用的注射机为热固性塑料注射机。热固性注射成型塑料的流动距离比为100~180。东莞市弘超模具科技有限公司致力于模具钢材应用研究,专业销售高品质模具钢(瑞典一胜百模具钢、日本大同模具钢、瑞典UDDEHOLM工具钢、日本日立模具钢、日本不二越高速钢、德国葛利兹模具钢以及国产新型模具钢、火焰钢、基体钢、无磁模具钢、空冷钢、红冲模具钢等),提供模具失效分析及模具寿命解决方案一站式服务。
热固性塑件注射成型系统包括用来成型的热固性塑料和最后成型固化好的塑件,以及用来保证塑件成型的热固性塑料注射机和热固性塑料注射模等组成。
热固性塑料注射成型的工作循环与热塑性塑料注射成型相似。
热固性塑料注射成型工艺的要点包括:
⑴、热固性塑料在注射机料筒中处于粘度最低的熔融状态。
⑵、因热固性塑料中含有40%以上的填料,粘度与摩擦阻力较大,要有适当的注射压力。
⑶、热固性塑料在固化反应中,产生缩合水和低分子气体,模具型腔对外必须有排气结构,否则在塑件表面留下气泡、流痕。
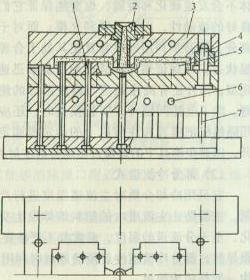
热固性塑料注射模要安装在专用的热固性塑料注射机上,工作时由注射机得锁模机构锁紧。热固性塑料注射模的基本结构与热塑性注射模相似,主要的区别在于热固性塑料注射模的分型接触面要尽量小,且型腔在分型面上布局应力求对称分布且其投影面积中心与注射机的锁紧力中心相重合,否则将会造成严重溢料。尽量减少镶拼件的数量(以防溢料),且具有足够的硬度、刚度。成型零件的材料要求耐热耐磨,硬度要高(尤其在浇口处)。模具要设计加热装置,加热是为了完成塑料的固化成型。典型的热固性塑料注射模如下图所示(1-顶杆,2-主流道衬套,3-凹模板,4-导柱,5-型芯,6-加热元件,7-回程杆)。了解更多塑料模具知识,敬请关注东莞弘超模具钢材专业网站www.hongchao-dg.cn,海量的模具钢材产品信息,最新的模具行业动态资讯,尽在弘超模具钢材网站。
S136模具钢在一般热固性塑料注射模具上的应用实例
塑胶产品的表面质量受限于生产该产品的模具的表面质量。模具钢材所包含的非金属夹杂物及材质偏析影响着钢材的抛光性能。由于S136模具钢采用了电渣重熔(ESR)工艺,可以获得很好的抛光表面质量。ESR是炼钢过程中一种附加的工艺流程,可以确保获得含硫量及非金属夹杂物含量低的纯净钢材。
S136模具钢是ASSAB 不锈钢概念的钢种之一,具有耐蚀、耐磨、高抛光及好的加工性能,纯净均匀的模具钢改善了抛光性能,光蚀刻花和皮纹性能。用S136模具钢制作的模具可长期保持其加工表面质量,降低了模具维护成本。
与S136模具钢同系列的钢种还有:日本大同模具钢S-STAR、G-STAR、D-STAR、NAK-PRM、NAK101;瑞典UDDEHOLM工具钢STAVAX ESR、MIRRAX ESR、POLMAX、CORRAX、RAMAX;德国葛利兹模具钢1.2083、1.2316以及国产新型模具钢FS136、DTP90、PCR、PMS等。更多信息
请直接与东莞市弘超模具科技有限公司服务人员联络(热线电话:0769-82621066/82621088,全国统一服务热线:400-699-1286),以获得更多的有关一般热固性塑料注射模具结构及S136模具钢在一般热固性塑料注射模具上的应用实例以及高品质模具钢材(日本大同模具钢、瑞典一胜百模具钢、瑞典UDDEHOLM工具钢、日本日立模具钢、日本不二越高速钢、德国葛利兹模具钢、美国熔炉斯伯粉末工具钢等)的选择、应用、热处理及库存等相关资料。
资料来源:东莞市弘超模具科技有限公司技术中心
『版权所有,转载或引用请注明链接和出处』- 【点击次数:】 【加入时间:2012-08-03 19:27:37】 【关闭本页】
知识普及
相关产品
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ:
地址:广东省东莞市塘厦镇林村管理区