



图解热固性塑料冷流道注射模具结构原理及模具钢选材
热固性塑料的冷流道注射成型有时也叫温流道注射成型,这类成型方法和热塑性塑料的热流道注射成型一样,都是为了在生产中节省流道凝料而设计的。
冷流道注射,就是对全部或部分浇注系统的温度用冷却介质严格控制,以保证流经其内部的塑料熔体不能达到交联硬化温度,从而也就能够在浇注系统中避免产生凝料,成型之后的制品可以完全不带(或仅带少量)浇注系统凝料。东莞市弘超模具科技有限公司致力于模具钢材应用研究,专业销售高品质模具钢(日本大同模具钢、瑞典一胜百模具钢、瑞典UDDEHOLM工具钢、日本日立模具钢、日本不二越高速钢、德国葛利兹模具钢以及国产新型模具钢、火焰淬火钢、基体钢、无磁模具钢、空冷钢、红冲模具钢等),提供模具失效分析及模具寿命解决方案一站式服务。⒈完全冷流道式
完全流道式注射模是对整个浇注系统的温度用冷却介质严格控制,以保证流经其内部的塑料熔体不能达到交联硬化温度,从而也就能够在浇注系统中避免产生凝料,成型之后的制品可以完全不带(或仅带少量)浇注系统凝料。
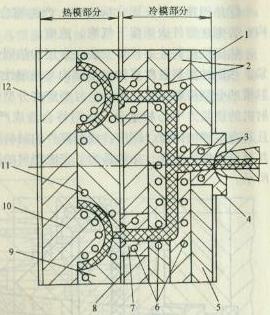
上图1(图中:1-定模绝热板,2-冷流道板,3-主流道冷却水孔,4-主流道衬套,5-定模底板,6-分流道冷却水孔,7-冷流道喷嘴,8-冷、热模绝热层,9-凹模板,10-凸模板,11-加热器安装孔,12-动模绝热板)是一个典型的完全冷流道注射模结构示意图,其特点是采用了一个冷流道板来设置模具的浇注系统,并通过流经该板得冷却介质(冷水或冷油灯)对浇注系统进行冷却温控,而对模腔部分则采取相反的措施,即利用加热装置使其保证高温,为了避免冷流道板与模腔部分的温度相互交换,两者之间采用了绝热层进行隔离。由此可知,设计热固性塑料的完全冷流道注射模的关键是如何将浇注系统的温度控制在交联硬化温度之下的一个合理范围,此温度范围既要能保持流经浇注系统的熔体不会发生硬化和凝固,也要能保证它们具有良好的流动性,以便于顺利充模;而对于模腔部分,则必须利用加热装置使其处于合理的高温状态,以保证熔体充满模腔后能够迅速硬化定型;另外还有浇注系统与模腔部分的绝热问题。
除了上述问题外,安装模具时,还应注意用隔热板把模具和注射机上的动定模固定板隔开,以避免模具中的热量过多地传给注射机。适合应用于完全流道式注射模具的模具钢钢种:瑞典一胜百模具钢、日本大同模具钢、S136、NAK80、PAC5000、S-STAR、D-STAR、G-STAR、PD613、NAK-PRM、NAK101、瑞典UDDEHOLM工具钢、STAVAX ESR、MIRRAX ESR、IMPAX HH、CALMAX、德国葛利兹模具钢、1.2738、1.2083、1.2316以及国产新型模具钢DTP90、PMS、FS136、PCR等。⒉部分冷流道式
它只用冷却介质对主流道温度进行严格控制,主要防止主流道内的塑料熔体发生交联硬化,至于分流道的温度,通常不严格要求,所以成型后的制品可能有一些分流道凝料。很显然,部分冷流道注射模的原材料利用率没有完全冷流道的原材料利用率高,但其模具结构一般都较为简单。
.jpg)
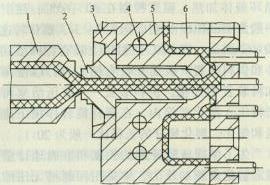
图2(图中:1-延伸喷嘴,2-冷却水道,3-注射机定模固定板,4-定模底板,5-定模板)和图3(图中:1-注射机喷嘴,2-可换式主流道视衬套,3-定位环,4-冷却水道,5-定模型腔板,6-型芯)都属于部分冷流道的热固性塑料注射模。其中,前者为延伸喷嘴式结构,后者为主流道温控结构。了解更多塑料模具知识,敬请关注东莞弘超模具钢材专业网站www.hongchao-dg.cn,海量的模具钢材产品信息,最新的模具行业动态资讯,尽在弘超模具钢材网站。
延伸喷嘴式结构相当于把机筒的喷嘴进行延长,即在机筒前端安装一个特殊形式的喷嘴,它不仅可以伸入模具内直接向浇口注料,而且其内部还设有冷却水路控制塑料熔体的温度,以防流经的塑料熔体交联硬化。为了避免喷嘴与模具其他部分的温度发生交换,二者之间留有空气隙进行绝热。更多信息
请直接与东莞市弘超模具科技有限公司服务人员联络(热线电话:0769-82621066/82621088,全国统一服务热线:400-699-1286),以获得更多的有关热固性塑料冷流道注射模具结构原理及模具钢选材以及高品质模具钢材(日本大同模具钢、瑞典一胜百模具钢、瑞典UDDEHOLM工具钢、德国葛利兹模具钢、美国熔炉斯伯粉末工具钢等)的选择、应用、热处理及库存等相关资料。
资料来源:东莞市弘超模具科技有限公司技术中心
『版权所有,转载或引用请注明链接和出处』- 【点击次数:】 【加入时间:2012-08-03 19:29:34】 【关闭本页】
知识普及
相关产品
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ:
地址:广东省东莞市塘厦镇林村管理区