



MIRRAX ESR模具钢热处理工艺_MIRRAX ESR软性退火_去应力_淬火_回火工艺
-
MIRRAX ESR热处理工艺内容包括:软性退火工艺、去应力工艺、淬火工艺、回火工艺以及热处理尺寸改变等。
MIRRAX ESR模具钢是瑞典乌德霍姆UDDEHOLM工具钢系列的不锈钢钢种(包括:CORRAX、RAMAX、STAVAX ESR、MIRRAX ESR、POLMAX、ELMAX、STAVAX SUPREME等)之一。是一种超高镜面、耐腐蚀塑料模具钢,东莞弘超推荐MIRRAX ESR模具钢应用于制造高抛光要求和耐腐蚀要求的大型塑胶模具,如汽车车灯模具等。东莞市弘超模具科技有限公司专业销售瑞典乌德霍姆工具钢及其它高品质模具钢材(日本大同模具钢、瑞典一胜百模具钢、日本日立模具钢、德国葛利兹模具钢及国产新型模具钢、火焰淬火钢、无磁模具钢、基体钢、红冲模具钢等),提供原厂材质证明书。以下是有关MIRRAX ESR模具钢热处理工艺介绍:⒈软性退火工艺Soft annealing
在保护气氛中加热至740℃ 均温后,以15℃/h炉冷至550℃,再空冷。
⒉去应力工艺Stress-relieving
经过粗加工后,必需加热至650℃,保温2小时,缓冷至500℃,然后空冷。
⒊淬火工艺Hardening
预热温度:600-850℃,通常最少两步预热。
淬火温度(奥氏体化温度):1000-1025℃
常用温度:1020℃,大模具推荐1000℃。
温度/℃ 保温时间/分回火前硬度
1020 30 55±2 HRC
1000 30 54±2 HRC
保温时间=模具整体达到淬火温度后开始计算保温时间。
奥氏体化时必须保护,避免脱碳及氧化。
⒋淬火工艺/淬透性Quenching media and hardenability
⑴、真空,高压气冷;
⑵、硫化床或盐浴350-500℃,然后高压气流冷却;
⑶、高速气体/循环气流。
为了获得适宜的模具性能,在可接受的变形范围内,冷速越快越好。在真空炉中热处理时,建议加压4-5bar。
注: 模具冷却至50-70℃应立即回火。
当对大尺寸模的WNr.1.2083/AISI 420类的材料进行淬火时,其淬透性较差,在横截面会有不希望出现的低硬度组织。在模具的某些部位,耐腐蚀性和韧性都会降低。
Mirrax ESR相对于WNr.1.2083/AISI 420材料具有更好的淬透性,所以即使是大尺寸模具的中心位置也具有很高的硬度;好的淬透性也对如韧性、耐腐蚀性有积极的影响。淬火速度与硬度HARDNESS AS A FUNCTION OF COOLING RATE DURING HARDENING
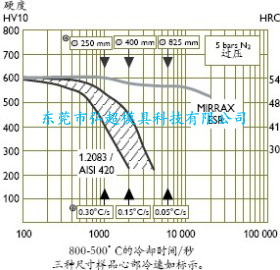
图示:MIRRAX ESR的淬火速度与硬度关系
⒌回火工艺Tempering
参照MIRRAX ESR的回火曲线图按所需要硬度值选择回火温度。回火至少两次,每次回火后,必须冷却至室温,最低的回火温度为250℃。保温时间至少两小时。
MIRRAX ESR的回火曲线图TEMPERING GRAPH
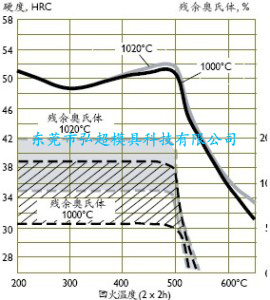
250–300℃回火可以得到韧性、硬度及抗腐蚀性的最好结合。但对大尺寸或复杂设计的模具,推荐用高回,使残余应力降到最低。
⒍尺寸变形Dimensional changes
淬火及回火时的温度、设备类型及淬冷介质会影响模具尺寸的改变。
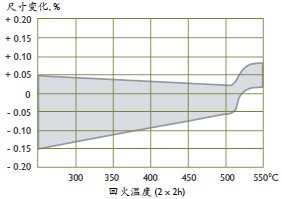
模具的尺寸与几何形状也影响变形和尺寸变化,因此模具加工应留加工余量以补偿热处理后的尺寸变化。
如果在粗加工与半精加工之间进行了去应力退火,建议预留0.2%作为Mirrax ESR的加工余量。
在低温回火时,尺寸将产生收缩而不是膨胀。如果要求各个方向都是发生膨胀,则回火温度需≥520℃。MIRRAX ESR的相关技术资料:
产品资料:【MIRRAX ESR_超高镜面塑料模具钢Uddeholm MIRRAX ESR】
综合资讯:【MIRRAX ESR_乌德霍姆工模具钢】更多信息
请直接与东莞市弘超模具科技有限公司服务人员联络(热线电话:0769-82621066/82621088,全国统一服务热线:400-699-1286),以获得更多的有关瑞典乌德霍姆超高镜面耐腐蚀塑料模具钢MIRRAX ESR热处理工艺参数数据以及其它高品质模具钢材的选择、应用、热处理及库存等相关资料。
资料来源:瑞典乌德霍姆工具钢(Uddeholm Tooling)
整理编辑:东莞市弘超模具科技有限公司技术中心
『版权所有,转载或引用请注明链接和出处』 - 【点击次数:】 【加入时间:2012-06-27 00:00:00】 【关闭本页】
产品展示
相关产品
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ:
地址:广东省东莞市塘厦镇林村管理区