



图例分析塑料注射模的成形原理及成形过程
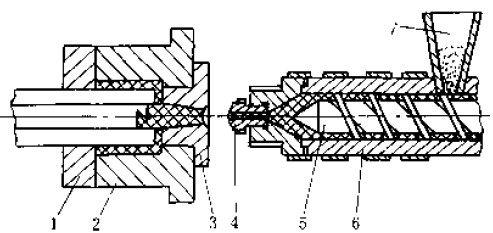
塑料注射模成形塑件过程如图所示(图中:1-动模脱料板,2-定模,3-浇口套,4-喷嘴,5-注射机螺杆,6-料筒,7-料斗,8-动模型芯,9-拉料杆)。
塑料注射模成形塑件过程:它是将塑料通过注射机螺杆5旋转而将料斗7中的粉料漏入料筒6中,并输送到料筒的前部积聚(由于塑料的积聚又给予螺杆反作用力使之向后退,并由限位开关来决定螺杆的后退距离,即决定了螺杆前部塑料定量)。由于料筒6保持在90~100℃之间的受热和螺杆5的搅拌,使料筒前部的塑料达到粘稠状态。此时,开动连接在螺杆后面的注射活塞,则熔融的塑料即以高压、高速通过料筒喷嘴4和安装在注射机定模板上的模具定模部分的浇口套3及浇道系统注入模具型腔并充满。熔料在型腔内冷却硬化到一定时间后,注射机锁模机构松压并带动其模具动模板及安装在动模板上的模具动模沿分型面与定模分开,并由注射机上的顶出机构,推动动模部分的顶出系统,将成形后的塑件从模具内顶出模外,即可取出塑件完成注射成形的全过程。东莞弘超专业致力于模具钢材的应用研究,专业销售高品质模具钢材:日本大同模具钢、瑞典一胜百模具钢、瑞典乌德霍姆工具钢、日本日立模具钢、日本不二越高速钢、美国熔炉斯伯粉末冶金工具钢、德国葛利兹模具钢以及国产新型模具钢(基体钢、火焰淬火钢、无磁模具钢、红冲模具钢等),提供模具失效分析及模具寿命解决方案“一站式”服务。了解更多模具动态资讯,敬请关注东莞弘超模具钢材专业网站www.hongchao-dg.cn,海量的模具钢材产品信息,最新的模具行业动态资讯,尽在弘超模具钢材网站。
塑料注射成形所使用的模具称为塑料注射模,而使用的机床称为塑料注射机。塑料注射机主要有柱塞式和螺杆式两种形式。注射量在60cm3以下时,使用柱塞式注射机。对于大注射量的塑件成形,则一般采用螺杆式注射机,其螺杆主要起搅拌混料作用。综合上述,塑料注射成形,大致可分为以下几个阶段:
⑴、进料阶段:
将塑料放人注射机料斗中,由螺杆或柱塞将塑料定量推人注射机料筒中。
⑵、塑料熔融阶段:
塑料在保持一定温度的料筒内预热并成粘稠状态。料筒的温度一般在90~100℃之间。
⑶、模具合模阶段:
模具沿分型面可分为定模及动模两部分。安装时定模以定位圈或浇口套与注射机定模板上的定位孔配合,并将定模部分紧固在定模板上,动模则紧固在注射机动模板上,待塑料预热到粘稠状态时,注射机的锁模机构推动其动模将动模与定模锁紧合模。
⑷、注射阶段:
当模具合模后,启动注射机液压缸中的活塞,推动料筒中的螺杆,并以40~130MPa的注射压力,将注射料筒中已加热均匀成熔融的塑料,通过料筒喷嘴和定模部分的浇口套及浇道系统注入定模与动模密紧后组成的型腔内。
⑸、保压阶段:
塑料充满型腔后需保持一段时间的注射压力,并使型腔内有足够的压力,以对塑料收缩进行补料,使塑件密实,同时塑件在模内冷却定形。
⑹、开模卸件阶段:
塑件在模内型腔中冷却硬化到一定强度后,注射机的锁模机构松压并带动动模板及动模与定模沿分型面分开,开启模具。并由注射机上的顶出机构,推动动模部分的顶出系统,将塑件从模具内顶出即可卸下塑件。
经过上述六个阶段后,即可制成塑件。依此循环下去,可成批量生产。更多信息
请直接与东莞市弘超模具科技有限公司服务人员联络(热线电话:0769-82621066/82621088,全国统一服务热线:400-699-1286),以获得更多的有关塑料注射模的成形原理和成形过程以及其它高品质模具钢材(日本大同模具钢、瑞典一胜百模具钢、德国葛利兹模具钢以及国产新型模具钢、火焰钢、基体钢、无磁模具钢、空冷钢、红冲模具钢等)的选择、应用、热处理及库存等相关资料。
资料来源:东莞市弘超模具科技有限公司技术中心
『版权所有,转载或引用请注明链接和出处』- 【点击次数:】 【加入时间:2012-07-18 22:17:28】 【关闭本页】
知识普及
相关产品
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ:
地址:广东省东莞市塘厦镇林村管理区