



瑞典一胜百工模具钢焊接说明书-焊条(填充金属)的特性

焊条(填充金属)的化学成份,被焊材料(钢基体)的化学成份和焊接时钢基体结合,产生一个理想的焊缝区:
⑴、均匀的化学成份,硬度和易于热处理。
⑵、无非金属夹染物,气孔和裂纹。
⑶、所阐述的适合于工模应用方面的性能。因为瑞典一胜百工具钢焊接区有较高的硬度,所以特别容易在家杂物粒子或微孔处产生裂纹,因此所选用的焊条应能使焊缝区得到高质量。同样,所生产的焊条必须有厂格的化学成份控制。这样每次焊接后材料的硬度都可通过相应的热处理来加以调整。如果模具在焊接后要抛光或光蚀刻花,那么高质量的填充金属更是必不可少的。相对于那些普通焊条,用电渣重熔方法,用电渣重熔方法生产的TIG焊条其纯洁度要高得多。另一个优点是其含氢量也低得多。一般来说,用于焊接工具钢的焊条其化学成份应和集体材料相似。在退火状态下焊接时,如模具在制造过程中需要拼凑,那么很重要的一点就是填充金属必须和钢基体有一样的热处理特性,否则成品模具焊接区将有不同的硬度。填充金属和钢基体成份差别越多,淬火时开裂的危险也越大。
不管是对退火状态还是淬火回火后的钢基体的焊接,ASSAB都有与相应工具钢牌号相匹配的焊条(对于所有的ASSAB热作工模具钢都推荐用QRO 90焊条和QRO 90TIG焊条)。
对于不同的应用,被焊工具的焊接区金属需要不同的性能。在三类模具钢中(即冷作钢、热作钢和塑胶模具钢),焊接区金属须具备以下性能:
⑴、冷作钢:硬度、韧性、耐磨性;
⑵、热作钢:硬度、抗回火性、韧性、耐磨性、抗热龟裂性;
⑶、塑胶模具钢:硬度、耐磨性、抛光性、光蚀刻花性。硬度
如果模具在淬火,回火后焊接,那么焊接后焊接区应有和钢基体一样的硬度。在这样的情况下,即使没有紧接着的回火,焊接区受到的影响也很小。所有的ASSAB焊条满足这种要求(如图1)。

图1:718及618(使用718焊接,MMA焊接)焊接区截面硬度分布
注:均匀的硬度分布,仅在基体和焊接区的交接处硬度较高,热影像区非常窄,在熔合区硬度略高。抗回火性
如果模具在焊接后(退火状态的钢基体)进行热处理,那么焊接区金属淬火和回火后的性能应和基本钢的性能相似,以致基体金属和焊接区获得同样的硬度(图2)。
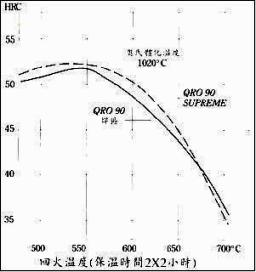
图2:QRO 90和用QRO 90焊条的MMA焊接得到的焊接区金属回火曲线对照。韧性
尽管所焊接的模具,焊接区金属处于铸造状态,但是由于快速凝固,焊区组织细,因而韧性好。一般说来,焊接区的金属韧性在后继的热处理中会进一步提高。因此对于完全淬透的模具的较大焊补,即使焊接后焊接区和集体硬度一致,也应焊后回火。
对于硬度要求非常高的冷作钢,可以先得一层较软的填充金属,然后在工具工作面用较硬的焊条作最终焊接。相对于完全用较硬的焊条焊接,这种方法焊接最具有更高韧性。耐磨性
就像工具钢一样,焊接金属的耐磨性也随它的硬度和合金元素含量提高而提高。
ASSAB生产具有和钢基体相对应的具有同样耐磨性的焊条。抗热龟裂性
热作工具钢的焊接区由于较差的高温强度,抗回火性或韧性(延展性),热龟裂出现得通常比钢基体早。然而如果使用的焊条能使焊接区金属有较好的高温强度,高温硬度,那么抗热龟烈性可能和基体金属相等甚至超过基体金属。
QRO 90焊条加上TIG焊接方法就会得到如下图(图3)所示极好热龟裂性能的焊接区。
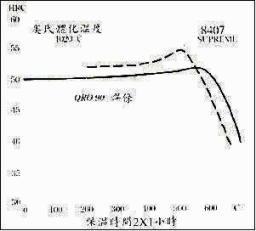
图3:QRO 90焊条,显示出比优质H13钢基体(8407)更好的抗回火性。抛光
对于焊接后需要抛光的塑胶模具,焊接区金属得成份和硬度一定不要和基体有很大差异。否则,焊接区的轮廓在抛光后看得兼并会在塑料零件上留下可见痕迹。
要是抛光后完全看不处焊接区痕迹,通常采用718和S136焊条(或钨极气体保护焊条)补焊同牌号钢,同时要有相对应的正确的焊接步骤。光蚀刻花性(皮纹性)
要使塑胶模具表面通过光蚀刻花产生皮纹的话,焊接区金属和钢基体的化学成份必须相似。如果做不到,光蚀刻花后在焊接区和基体金属间将产生差异。这会导致塑料制品上有可见的痕迹。采用718或S136焊条(或TIC焊条)焊接718、618和S136,假如焊接方法得当通常在光蚀刻花后分辨不出焊接区。
使用S136焊条/TIG焊条及718焊条/TIG焊条焊烳其成份一样得模具,焊烳后模具经抛光或皮纹处理效果极佳。更多信息
请直接与东莞市弘超模具科技有限公司客户服务人员联络(联系电话:0769-82621066,全国统一服务热线:400-699-1286),以获得更多有关瑞典一胜百工模具钢焊接说明书-焊条(填充金属)的特性、瑞典一胜百模具钢最新产品信息和技术动态以及其他模具钢材的选择、应用、热处理及库存等相关资料。
资料来源:瑞典一胜百工模具钢
编辑整理:东莞市弘超模具科技有限公司
『版权属东莞弘超所有,转载或引用请注明链接和出处』- 【点击次数:】 【加入时间:2011-01-07 00:00:00】 【关闭本页】
技术服务
相关产品
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ:
地址:广东省东莞市塘厦镇林村管理区