



瑞典一胜百工模具钢焊接说明书-工模具钢焊接方法

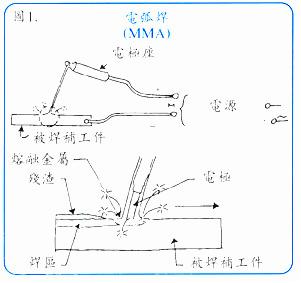
涂层保护电弧焊(SMAW或MMA)
原理
使用直流电或交流电使有涂层的焊条(电极)与被焊补工件产生电弧。
焊条通常由低碳钢焊条芯,涂以一层焊剂组成。这层焊剂的成分较复杂,它由铁粉、含铁合金粉、造渣剂和粘结剂组成。焊接过程中,电弧条焊条熔化所产生的熔融金属液落到被焊补工件上。在熔融金属液从焊条落到工件凝固以及焊接区冷却过程中,空气的危害一部分被焊条上的焊剂形成的渣所抑制,另一部分被焊条熔化时产生的气体所抑制。
焊接区的金属成分通过焊剂的成分来调节。
电源
电弧焊(MMA)既可用直流电源也可用交流电源。不管采用哪一种电源,都必须提供和焊条电极相匹配的电压和电流。
正常的电压是:
普通复原电极(Normal recovery electrodes):20~30V
高复原电极(High recovery electrodes):30~50V
ASSAB工模具钢焊接的焊条属于普通复原型。适用的电源是直流电,开路电压70V,能以35%的间隙提供250A/30V的电流。钨极气体保护焊(GTAW或TIG)
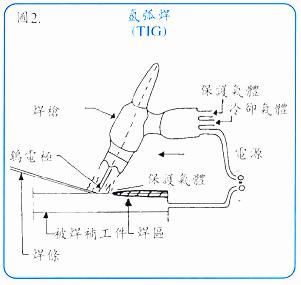
原理
在熔化极电弧焊焊接时,撞击产生电弧的电极会渐渐消耗完。
用TIG焊时,电极是熔点非常高的钨或钨合金(大约3300℃)组成,因此在焊接过程中电极不熔化。电弧焊初由电极与工件间气体在高频率电压作用下产生。电极和工件间无须接触就能产生电流。钨电极和直流电源负极连接,因为阳极产生的热量少从而电极熔化的危险性小。电流通过焊枪传到电极上。焊接时的金属丝成45度角送入电弧。焊枪上的圆环中流出的惰性气体屏蔽流防止了溶池焊接区的氧化。
电源
如果配上一个TIG控制箱。那么就能用一般的MMA电源进行TIG焊接。焊枪应该用水冷却并能以100%的间歇。
(Intermirlence)调节250A的最小电流。为了尽可能使惰性气体保护有效,须配一个气体透镜。如果电源能从零无级增加到最佳值,那么焊接就方便得多。更多信息
请直接与我公司服务人员联络(热线电话:400-699-1286),以获得更多的有关模具钢材的选择、应用、热处理及库存等相关资料。资料来源:瑞典一胜百工模具钢
编辑整理:东莞市弘超模具科技有限公司『版权所有,转载或引用请注明链接和出处』
- 【点击次数:】 【加入时间:2011-01-06 18:07:40】 【关闭本页】
技术服务
相关产品
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ:
地址:广东省东莞市塘厦镇林村管理区