



塑料模具钢ELMAX热处理工艺-淬火_回火工艺_退火_去应力回火_深冷处理工艺
-
ELMAX模具钢的热处理工艺内容包括:ELMAX模具钢的软性退火工艺、去应力回火工艺、淬火工艺、淬火介质选择、回火工艺、热处理周期、深冷处理工艺以及推荐的热处理工艺等。
ELMAX模具钢是瑞典乌德霍姆工具钢UDDEHOLM系列产品的一种高耐磨高耐腐蚀塑料模具钢,ELMAX是瑞典乌德霍姆UDDEHOLM不锈钢概念下的模具钢钢种(STAVAX ESR、RAMAX、MIRRAX ESR、CORRAX、ELMAX、POLMAX等)之一。东莞弘超推荐ELMAX模具钢用于制造要求兼备耐腐蚀性和抗磨损性的塑料模具。以下是东莞市弘超模具科技有限公司技术中心编辑整理的有关ELMAX模具钢的热处理工艺流程和参数选择。软性退火工艺:在保护气氛中加热至980℃,保温2小时,然后随炉以20℃/h 冷却至850°C,保温10小时,缓冷至750℃后空冷。
去应力回火工艺:粗加工后,工件应该加热至650℃,保温2小时,缓冷至500℃,后空冷。
淬火工艺:预热温度600~850℃;奥氏体化温度1050~1100℃,通常是1080°C。
保温时间=工件热透后在淬火温度停留的时间。淬火时应保护好工件,避免脱碳及氧化。温度℃ 保温时间分钟 回火前硬度 1050 30 HRC60 1080 30 HRC61 1100 30 HRC61 来源 东莞市弘超模具科技有限公司《弘超模具钢质量手册》 淬火介质选择:
真空炉高压气体 (2~5 bar);流动粒子炉或盐浴炉 200~550℃,后空冷。
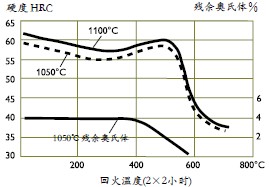
为获得最佳性能,工件冷却速度应尽量快,但是应避免尺寸过度变形或开裂。冷却至50~70℃,应立刻回火。回火工艺:依据回火曲线图确定的硬度要求选择回火温度。冷却至室温后至少回火两次。最佳回火温度为250℃或更高。在特殊情况下,小且简单的镶件和部件可以使用180℃作为最低回火温度,这些场合韧性不是最重要的。保温时间最少2小时。
回火曲线图:
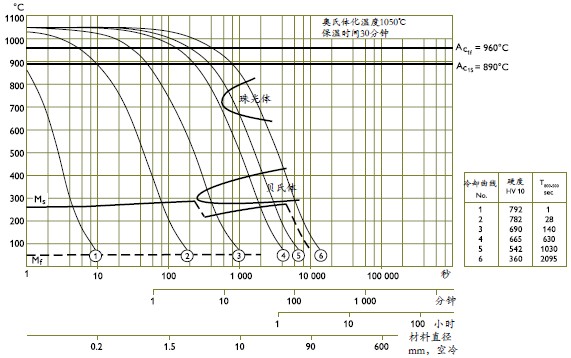
CCT 图:奥氏体化温度1025℃,保温时间30分钟。CCT曲线图见题图所示。
热处理周期:兼顾硬度、耐腐蚀性和尺寸稳定性而推荐的热处理过程
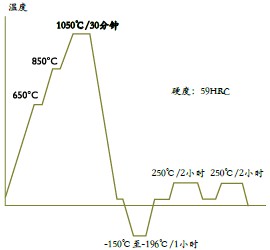
为获得特定最佳性能而推荐的热处理过程。
* S现今深冷温度一般由-150℃下降至-196℃。项目 最佳耐腐蚀性 最佳耐磨性 最佳尺寸稳定性 奥氏体化温度 1050℃ 1080℃ 1080℃ 1050℃~1050℃ 深冷温度* -150~-170℃ -150~-170℃ -150~-170℃ -150~-170℃ 回火 2×250℃ 2×250℃ 2~3×480℃ 2~3×480℃ 硬度 约58~59HRC 约59~60HRC 约60~61HRC 约58~61HRC 来源 东莞市弘超模具科技有限公司《弘超模具钢质量手册》 热处理时尺寸变化:例图显示了从奥氏体化温度到深冷时的尺寸变化,样品尺寸40×40×40 mm。
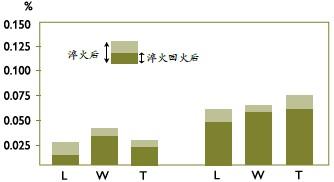
奥氏体化 1050℃/30min 1050℃/30min 淬火介质 空气 空气 深冷处理 - -60℃ 回火 230℃/2×2h 230℃/2×2h 深冷处理工艺:工件要求有最佳的尺寸稳定性时应进行深处理,否则尺寸变化会发生。淬火后,工件应立刻深冷,随即回火。ELMAX深冷处理温度通常为-150℃和-196℃,然而有时由于深冷介质和设备限制-40℃或更低温度(e.g., -80℃)也被使用。深冷1~3小时能提高硬度1~3 HRC。避免复杂形状以减低开裂风险。
ELMAX模具钢的相关技术资料:
产品资料:【ELMAX_高耐磨耐腐蚀塑料模具钢ELMAX_ELMAX特性_ELMAX应用】
综合资讯:【ELMAX_高寿命耐腐蚀塑料模具钢】更多信息
请直接与东莞市弘超模具科技有限公司服务人员联络(热线电话:0769-82621066/82621088,全国统一服务热线:400-699-1286),以获得更多的有关瑞典乌德霍姆高耐磨耐腐蚀塑料模具钢ELMAX的热处理工艺参数数据以及其它高品质模具钢材的选择、应用、热处理及库存等相关资料。
资料来源:瑞典乌德霍姆工具钢(Uddeholm Tooling)
整理编辑:东莞市弘超模具科技有限公司技术中心
『版权所有,转载或引用请注明链接和出处』 - 【点击次数:】 【加入时间:2012-07-13 00:00:00】 【关闭本页】
乌德霍姆工具钢UDDEHOLM
相关产品
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ:
地址:广东省东莞市塘厦镇林村管理区