



冷挤压模和温热挤压模的结构及工作原理和模具钢选材建议
冷挤压模的结构及工作原理
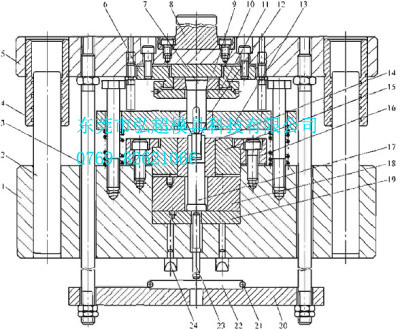
冷挤压就是在室温下进行挤压加工,这种挤压变形阻力较大,但工件尺寸精度较高(一般可达IT7级),表面粗糙度值较低(一般可达Ra1.6-0.8µm。最小可达Ra0.10µm)。冷挤压模的结构如下图所示(图中:1-下模座;2-导柱;3-拉杆;4-导套;5-上模座;6-定位圈;7-凸模;8-模柄;9,19-压力垫板;10-压环,11-大螺母;12-卸料环;13-卸料板;14-凹模;15-加强圈;16-紧固圈;17-顶出杆;18-垫块;20-顶板;21-拉簧;22-活动块;23-顶杆;24-斜块),该模具具有一定的通用性,只要将凸模、凹模、顶出杆、垫块18、压力垫板19加以更换,就可以挤压不同形状和尺寸的工件。东莞弘超致力于冷挤压模、温挤压模和热挤压模的失效研究,销售高寿命挤压模具用钢(瑞典一胜百模具钢、日本大同模具钢、日本日立模具钢、德国葛利兹模具钢以及国产新型模具钢、基体钢、无磁模具钢、火焰淬火模具钢、红冲模具钢等),专业解决冷挤压模、温挤压模和热挤压模寿命等诸多问题。
温、热挤压模的结构及工作原理
温热挤压是在高于室温而低于(或等于)热锻造温度的范围内进行挤压加工。对于黑色金属,一般是指从室温到900℃的温度范围,基本上是处于金属的不完全冷变形与不完全热变形的温度区域内。温热挤压不仅可以使冷挤压变形困难的材料成形容易、挤压力降低,而且可以提高变形程度,减少工序次数(而冷挤压在变形工序间要加入热处理中间工序),缩短制件的生产周期。同时,也可以改善金属的塑性流动,从而使温热挤压在制造工艺复杂的非对称形状的挤压件中发挥突出的作用。更多温、热挤压模相关资讯,敬请关注东莞弘超模具钢专业网站www.hongchao-dg.cn。
在生产批量小时,可以采用与冷挤压模相同的结构。但是在开始时温热挤压之前应使用喷灯或在模具工作部分放上烧红的钢块进行预热,使工作部分具有一定的温度(如温挤压时为150-300℃)。
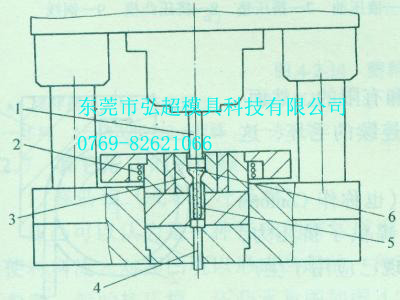
下图所示为使用单独电加热器预热凹模。它除了预热以外,还可以保证凹模温度稳定在一定范围以内。但是生产批量大时,必须在温热挤压模上设计冷却系统。
模具钢选材建议:
⒈冷挤压模选材建议:LD钢、LM1、LM2、65Nb、012Al、GD钢、Cr5Mo1V、CH-1、6CrW2Si、W18Cr4V、6W6、D2、DC53、DC12、1.2379、1.2363、SLEIPNER、SVERKER-21、RIGOR、VANADIS 4 EXTRA、CPM10V、YXR3等适合应用于冷挤压模,要求高抗压强度、高寿命挤压模首选LD钢、SLEIPNER、CALDIE等。
⒉温、热挤压模选材建议:QRO 90 SUPREME、DIEVAR、HOTVAR、ORVAR 2M、ORVAR SUPREME、8407、8402、8418、DH31-S、DH31-EX、YXR33、1.2343、1.2367、H11(4Cr5MoSiV)、H13(4Cr5MoSiV1)、4Cr5W2VSi、ER8(4Cr3Mo2MnVB)、HM1(3Cr3Mo3W2V)、HM3(3Cr3Mo3VNb)、H10(4Cr3Mo3SiV)、ZDM-2(3Cr3Mo2WVSi)、4Cr9Si2、4Cr10Si2Mo、9Cr18Mo2V、H21(3Cr2W8V)、HD(4Cr3Mo2NiVNb)、TM(4Cr3Mo2WVMn)、B3(3Cr2WMoVNi)、RM2、CG-2、HCH2011等适合应用于温、热挤压模。高性价比模具钢首选HD(4Cr3Mo2NiVNb)和HCH2011。更多信息
请直接与东莞市弘超模具科技有限公司服务人员联络(热线电话:0769-82621066/82621088,全国统一服务热线:400-066-8298),以获得更多的有关冷挤压模和温热挤压模的结构及工作原理以及高品质挤压模具用钢的选择、应用、热处理及库存等相关资料。
资料来源:东莞市弘超模具科技有限公司技术中心
『版权所有,转载或引用请注明链接和出处』- 【点击次数:】 【加入时间:2013-06-19 15:38:20】 【关闭本页】
知识普及
相关产品
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ:
地址:广东省东莞市塘厦镇林村管理区