



用ARNE钢制造的仪表零件落料模线切割后模具开裂失效原因分析
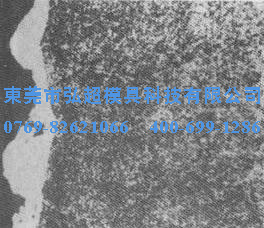
用ARNE钢制造的仪表零件落料模,热处理后采用线切割工艺加工模具型腔,线切割后模具开裂失效。首先检查热处理工艺,车间工人反映,所在模具都同时在中温盐浴炉中加热,一律采用Cr12钢的热处理工艺,即930~950℃加热,油冷淬火,200℃左右回火。可见,模具淬火加热温度已超过ARNE钢的淬火加热温度上限100℃左右,模具明显过热,组织应力很大,但未发现裂纹。在线切割裂源部位取样做金相检查,其组织见上图(ARNE钢落料模型腔表面组织,500×)。
型腔表面有白色线切割的白亮层(其中大部分为奥氏体组织),白亮层下有黑色高温回火变质层(组织为回火索氏体及回火屈氏体)。白亮色熔淬层深度为0.024mm,黑色回火变质层深度为0.11mm左右。www.hongchao-dg.cn较厚的线切割熔淬层和回火变质层使表面产生附加拉应力,促使过热模具(内应力已很高)在倾角处开裂。线切割变质层(熔淬层+高温回火层)太厚,是由于线切割工艺参数(如电流、脉冲宽度、丝速、切割速度等)选择不当所致。ARNE模具开裂的主要原因是热处理过热,而线切割工艺参数选择不当是促成因素。
更多信息
请直接与我公司服务人员联络(热线电话:400-699-1286),以获得更多的有关模具钢材的选择、应用、热处理及库存等相关资料。- 【点击次数:】 【加入时间:2010-09-21 23:33:05】 【关闭本页】
应用案例
相关产品
东莞市弘超模具科技有限公司
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ: 微信公众号:hcsteel
微信公众号:hcsteel
地址:广东省东莞市塘厦镇林村管理区
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ:
地址:广东省东莞市塘厦镇林村管理区