



ORVAR SUPREME模具钢的应用以及使用硬度和热处理工艺推荐

ORVAR SUPREME模具钢具有高纯度和非常好的显微组织,ORVAR SUPREME具有优异的各向同性,ORVAR SUPREME广泛应用于压铸模具、挤压模具热锻模具及塑胶模具等,在实际应用中,合理选择使用硬度和热处理工艺,可以减缓热龟裂的发生,提高模具寿命。
㈠、ORVAR SUPREME在压铸模具上的应用以及使用硬度和热处理工艺推荐
部件 锡铅锌合金HRC 铝镁合金HRC
压铸模具46-50 42-48
镶块,型心46-52 44-48
浇口48-52 46-48
喷嘴35-42 42-48
顶针(氮化) 46-50 46-50
柱塞,套筒(通常进行氮化) 42-46 42-48热处理
淬火
奥氏体化温度1020–1030℃
预热温度:600-850℃通常分为两阶段预热
去应力回火
模具经粗加工后,加热到650℃,保温2小时,缓慢冷却至500℃,然后空冷。㈡、ORVAR SUPREME在挤压模具上的应用以及使用硬度和热处理工艺推荐
部件 铝镁合金 HRC 铜合金HRC 不锈钢HRC
模仁44-50 43-47 45-50
模托,衬垫,衬套,顶杆,承块41-50 40-48 40-48热处理
淬火
铝镁合金挤压模:奥氏体化温度1020–1030℃
铜合金及不锈钢挤压模:奥氏体化温度1040–1050℃
预热温度:600-850℃通常分为两阶段预热
去应力回火
模具经粗加工后,加热到650℃,保温2小时,缓慢冷却至500℃,然后空冷。㈢、ORVAR SUPREME在热锻模具上的应用以及使用硬度和热处理工艺推荐
⒈铝镁合金热锻模
使用硬度:HRC44-52
奥氏体化温度1020-1030℃
⒉铜合金热锻模
使用硬度:HRC44-52
奥氏体化温度1040-1050℃
⒊钢铁热锻模
使用硬度:HRC40-50
奥氏体化温度1040-1050℃热处理
淬火
预热温度:600-850℃通常分为两阶段预热
去应力回火
模具经粗加工后,加热到650℃,保温2小时,缓慢冷却至500℃,然后空冷。㈣、ORVAR SUPREME在塑胶模具上的应用以及使用硬度和热处理工艺推荐
注塑模,压缩/传递模:
⒈使用硬度:HRC50-53
奥氏体化温度:1020-1030℃
回火温度:250℃
⒉使用硬度:HRC40-52
奥氏体化温度:1020-1030℃
回火温度:≥550℃㈤、ORVAR SUPREME在其它应用领域的使用硬度和热处理工艺推荐
⒈冷冲切,剪切
使用硬度:HRC50-52
奥氏体化温度:1020-1030℃;回火温度:250℃。
⒉热剪切
使用硬度:HRC50-52
奥氏体化温度:1020-1030℃;回火温度:250℃;
使用硬度:HRC45-50
奥氏体化温度:1020-1030℃;回火温度:575-600℃。
⒊模具套环(如:用于紧固金属模)
使用硬度:HRC45-50
奥氏体化温度:1020-1030℃;回火温度:575-600℃。
⒋耐磨部件
使用硬度:芯部HRC50-52,表面~1000HV1;
奥氏体化温度:1020-1030℃;回火温度:575℃;表面氮化处理。预热温度:600-850℃通常分为两阶段预热
去应力回火
模具经粗加工后,加热到控制温度,保温2小时,缓慢冷却至500℃,然后空冷。回火注意事项:回火时应参照回火曲线图,根据所需硬度选择适当的回火温度。回火至少两次,每次回火后必须冷却至室温。
最低的回火温度为250℃,每次回火需保温至少两小时,应避免在425-550℃之间回火(如下图所示),以避免回火脆性。
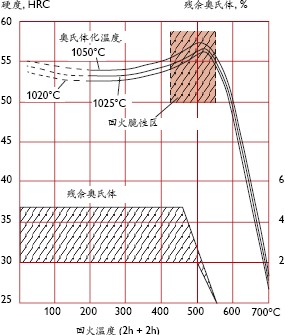
回火曲线图乌德霍姆(Uddeholm)热作模具钢系列产品包括:ORVAR SUPREME,ORVAR 2M,DIEVAR,HOTVAR,QRO 90 SUPREME,VIDAR SUPERIOR,ORVAR SUPERIOR,UNIMAX,ALVAR 14等。
更多信息
请直接与我公司服务人员联络(热线电话:400-699-1286),以获得更多的有关ORVAR SUPREME模具钢以及其它高品质模具钢材的选择、应用、热处理及库存等相关资料。『版权所有,转载或引用请注明链接和出处』
- 【点击次数:】 【加入时间:2011-02-25 01:31:49】 【关闭本页】
应用案例
相关产品
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ:
地址:广东省东莞市塘厦镇林村管理区