



塑料注射模浇口套的加工工艺路线是怎样的?
- 常见的浇日套有两种类型,如下图所示。
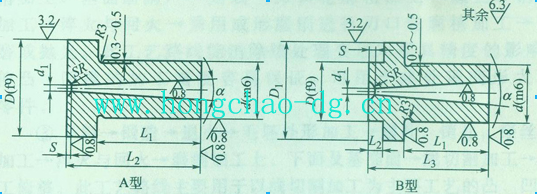
图中B型结构在模具装配时,用固定在定模上的定位圈压住左端台阶面,防止注射时浇口套在塑料熔体的压力作用下退出定模。D和定模上相应孔的配合为H7/m6; D与定位环内孔的配合为HlO/f9。由于注射成形时浇口套要与高温塑料熔体和注射机喷嘴接触和碰撞,浇口套一般采用碳素工具钢TA制造,热处理硬度57HRC。
与一般套类零件相比,浇口套锥孔小(其小端直径一般为3一8mm),加工较难,同时还应保证浇口套锥孔与外圆同轴,以便在模具安装时通过定位圈使浇口套与注射机的喷嘴对准。
一般浇口套的加工工艺路线见表10-8。
表10-8 浇口套的加工工艺路线工序号
工序名称
工 艺 说 明
1
备料
按零件结构及尺寸大小选用热轧圆钢或锻件作毛坯,保证直径和长度方向上有足够的加工余量,若浇口套凸肩部分长度不能可靠夹持,应将毛坯长度适当加长
2
车削加工
车外圆d及端面留磨削余量
车退刀槽达设计要求
钻孔,加工锥孔达设计要求
调头车D1外圆达设计要求
车外圆D留磨量
车端面保证尺立Lo.
车球面凹坑达设计要求3
检验
4
热处理
淬火,回火,55- 58HRC
5
削加工
以锥孔定位磨外圆d及D达设计要求
6
检验
更多信息
请直接与东莞市弘超模具科技有限公司服务人员联络(热线电话:0769-82621066/82621088,全国统一服务热线:400-699-1286),以获得更多的有关塑料注射模浇口套的加工工艺路线是怎样的以及高品质模具钢材、模具钢、日本大同模具钢、瑞典一胜百模具钢、S136、DC53、NAK80、VIKING、8418、日本大同DC53、日本大同NAK80、瑞典一胜百S136、瑞典一胜百VIKING、瑞典一胜百8418、德国葛利兹1.2367、德国葛利兹1.2343、HD钢、 GR钢、 7CrSiMnMoV 、7Cr7Mo2V2Si、Cr5Mo1V GD等)以及国产新型模具钢(基体钢、无磁模具钢等)的选择、应用、热处理及普通铣床的加工范围和加工方式等相关资料。
资料来源:东莞市弘超模具科技有限公司技术中心
『版权所有,转载或引用请注明链接和出处』 - 【点击次数:】 【加入时间:2013-08-02 10:42:17】 【关闭本页】
技术服务
相关产品
东莞市弘超模具科技有限公司
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ: 微信公众号:hcsteel
微信公众号:hcsteel
地址:广东省东莞市塘厦镇林村管理区
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ:
地址:广东省东莞市塘厦镇林村管理区