



硬质合金冲模加工制造要点是什么?
- 硬质合金冲模各钢制零件的加工及模具的装配、试冲和调整基上与普通钢制冲模相同,其工作零件硬质合金的加工较困难,其加工与制造要点如下:
(1)硬质合金材料的选择 制造硬质合金所用的材料,应选用强度大、韧性好的钨钴类合金。中小型冲模凸凹模材料可选用BN-KZO、BN-K30,大型冲模及冷挤压冲模则选用YG15,YG20及YG25类硬质合金制造。(2)硬质合金的固定方法①机械固定法。机械固定法主要包括机械夹固和铆压配合两种方法。机械夹固主要有螺钉固紧式[下图 (a)]、镶块固紧式[下图(b)]。铆压配合如下图(c)、(d)所示。利用这种方法固定硬质合金块,操作简单,装卸方便,牢固可靠。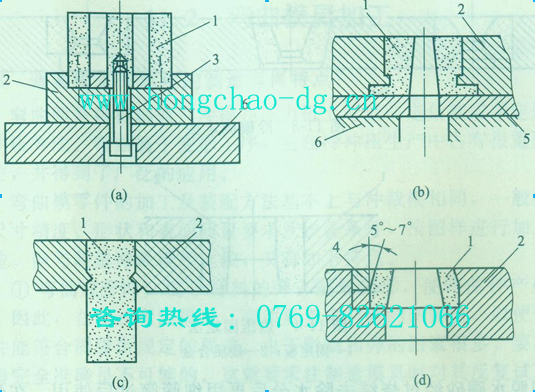 ②浇注固定法,下图所示为浇注固定法。,其办法是将硬质合金凸模用环氧树脂或低熔点合金浇注黏结固定在固定板上。其办法简单,易于保证凸、凹模间隙,便于维修和调整。
②浇注固定法,下图所示为浇注固定法。,其办法是将硬质合金凸模用环氧树脂或低熔点合金浇注黏结固定在固定板上。其办法简单,易于保证凸、凹模间隙,便于维修和调整。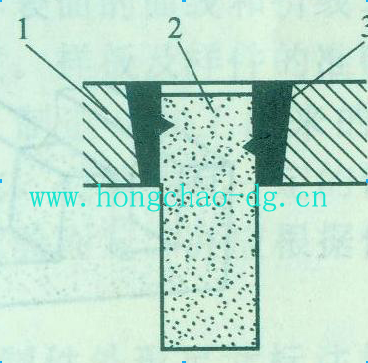 ③冷镶固定法,冷镶固定法如下图所示。冷镶时,先将硬质合金块涂以少量机油,然后再压人。在冷压多层组合套时,应先将硬质合金压人内套,再压入中套,最后压人外套。
③冷镶固定法,冷镶固定法如下图所示。冷镶时,先将硬质合金块涂以少量机油,然后再压人。在冷压多层组合套时,应先将硬质合金压人内套,再压入中套,最后压人外套。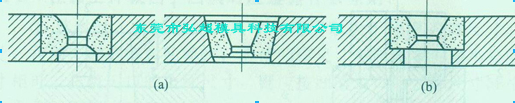 ④热压固定法。热压固定法又称红套法,其模具结构如下图所示。这种嵌镶方法是先将模套加热到450一600℃,然后再将硬质合金块压入,待冷却后,外套收缩,即可将硬质合金块紧紧包住。
④热压固定法。热压固定法又称红套法,其模具结构如下图所示。这种嵌镶方法是先将模套加热到450一600℃,然后再将硬质合金块压入,待冷却后,外套收缩,即可将硬质合金块紧紧包住。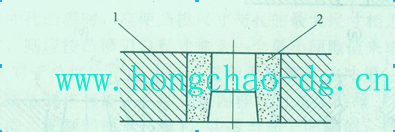 ⑤焊接固定法。焊接固定法如下图所示。其焊料可采用H62黄铜或锰黄铜及锡黄铜等。焊剂为氟硼酸钠或上焊442,也可以用脱水硼砂经过烧结去除水分后再用细筛筛过后使用。在焊接时,将焊接表面先用丙酮及乙醇清洗干净,再将焊料放在石墨坩埚内,用电炉熔化后再浸入焊缝内进行焊接。焊缝一般为0.1一O.15mm。焊接后,必须经过回火处理,回火温度为200一250℃,保温时间为2-3h,取出后放入木炭中空冷至室温。此外,还可以采用氧气焊接及浸焊焊接法固定硬质合金模块。
⑤焊接固定法。焊接固定法如下图所示。其焊料可采用H62黄铜或锰黄铜及锡黄铜等。焊剂为氟硼酸钠或上焊442,也可以用脱水硼砂经过烧结去除水分后再用细筛筛过后使用。在焊接时,将焊接表面先用丙酮及乙醇清洗干净,再将焊料放在石墨坩埚内,用电炉熔化后再浸入焊缝内进行焊接。焊缝一般为0.1一O.15mm。焊接后,必须经过回火处理,回火温度为200一250℃,保温时间为2-3h,取出后放入木炭中空冷至室温。此外,还可以采用氧气焊接及浸焊焊接法固定硬质合金模块。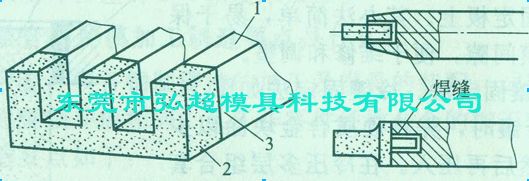 更多信息请直接与东莞市弘超模具科技有限公司服务人员联络(热线电话:0769-82621066/82621088,全国统一服务热线:400-699-1286),以获得更多的有关硬质合金冲模加工制造要点是什么以及高品质模具钢材、模具钢、日本大同模具钢、瑞典一胜百模具钢、S136、DC53、NAK80、VIKING、8418、日本大同DC53、日本大同NAK80、瑞典一胜百S136、瑞典一胜百VIKING、瑞典一胜百8418、德国葛利兹1.2367、德国葛利兹1.2343、HD钢、 GR钢、 7CrSiMnMoV 、7Cr7Mo2V2Si、Cr5Mo1V GD等)以及国产新型模具钢(基体钢、无磁模具钢等)的选择、应用、热处理及普通铣床的加工范围和加工方式等相关资料。资料来源:东莞市弘超模具科技有限公司技术中心『版权所有,转载或引用请注明链接和出处』
更多信息请直接与东莞市弘超模具科技有限公司服务人员联络(热线电话:0769-82621066/82621088,全国统一服务热线:400-699-1286),以获得更多的有关硬质合金冲模加工制造要点是什么以及高品质模具钢材、模具钢、日本大同模具钢、瑞典一胜百模具钢、S136、DC53、NAK80、VIKING、8418、日本大同DC53、日本大同NAK80、瑞典一胜百S136、瑞典一胜百VIKING、瑞典一胜百8418、德国葛利兹1.2367、德国葛利兹1.2343、HD钢、 GR钢、 7CrSiMnMoV 、7Cr7Mo2V2Si、Cr5Mo1V GD等)以及国产新型模具钢(基体钢、无磁模具钢等)的选择、应用、热处理及普通铣床的加工范围和加工方式等相关资料。资料来源:东莞市弘超模具科技有限公司技术中心『版权所有,转载或引用请注明链接和出处』 - 【点击次数:】 【加入时间:2013-08-01 10:32:46】 【关闭本页】
技术服务
相关产品
东莞市弘超模具科技有限公司
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ: 微信公众号:hcsteel
微信公众号:hcsteel
地址:广东省东莞市塘厦镇林村管理区
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ:
地址:广东省东莞市塘厦镇林村管理区