



注塑模具电火花加工的工艺余量是如何确定的?
- 在电火花加工工艺参数中,放电间隙(下图)是一个合理制定工艺规程的重要指标,由此确定的安全间隙(电极尺寸收缩量,也称减寸量)都是决定加工质量和加工效率的关键参数。
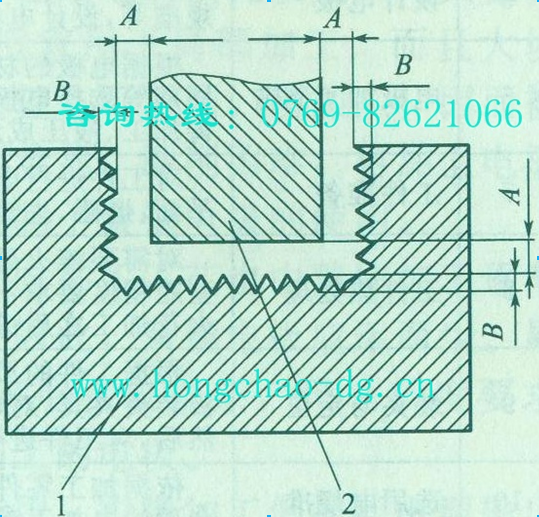 ①表面粗糙度:Ra、Rm。x,单位为p.m,一般Rm。x≈4R。;②G.p:单边放电间隙;③放电间隙;参数表上的放电间隙指的是2Gap;④安全间隙:M=2G。p+2Rma。十加工余量,安全间隙也叫减寸量、电极尺寸收缩量;⑤平动半径:R=电极尺寸收缩量/2,一般R按M/2选取;⑥加工余量的确定。电火花成形加工的工艺过程,简单地讲,就是一个从粗到精的加工过程。因此终加工之前的每一个工序,均要为后面的加工考虑材料余量。选择合理的序间材料余量是保证加工质量与加工效率的关键。较大的材料余量会降低加工速度,较小的材料余量会影响加工表面的粗糙度。目前SE电火花加工机床的安全间隙M就是在首先考虑加工质量的情况下确定出来的一个工艺余量参数,由其组成公式及目前参数表给定的安全间隙值可以计算出每个条件的材料余量。因为,M = 2Gap十2Rm。x+加工余量,所以,加工余量=M-2Gap – 2RmaX 。更多信息请直接与东莞市弘超模具科技有限公司服务人员联络(热线电话:0769-82621066/82621088,全国统一服务热线:400-699-1286),以获得更多的有关注塑模具电火花加工的工艺余量是如何确定的以及高品质模具钢材、模具钢、日本大同模具钢、瑞典一胜百模具钢、S136、DC53、NAK80、VIKING、8418、日本大同DC53、日本大同NAK80、瑞典一胜百S136、瑞典一胜百VIKING、瑞典一胜百8418等)以及国产新型模具钢(基体钢、无磁模具钢等)的选择、应用、热处理及普通铣床的加工范围和加工方式等相关资料。资料来源:东莞市弘超模具科技有限公司技术中心『版权所有,转载或引用请注明链接和出处』
①表面粗糙度:Ra、Rm。x,单位为p.m,一般Rm。x≈4R。;②G.p:单边放电间隙;③放电间隙;参数表上的放电间隙指的是2Gap;④安全间隙:M=2G。p+2Rma。十加工余量,安全间隙也叫减寸量、电极尺寸收缩量;⑤平动半径:R=电极尺寸收缩量/2,一般R按M/2选取;⑥加工余量的确定。电火花成形加工的工艺过程,简单地讲,就是一个从粗到精的加工过程。因此终加工之前的每一个工序,均要为后面的加工考虑材料余量。选择合理的序间材料余量是保证加工质量与加工效率的关键。较大的材料余量会降低加工速度,较小的材料余量会影响加工表面的粗糙度。目前SE电火花加工机床的安全间隙M就是在首先考虑加工质量的情况下确定出来的一个工艺余量参数,由其组成公式及目前参数表给定的安全间隙值可以计算出每个条件的材料余量。因为,M = 2Gap十2Rm。x+加工余量,所以,加工余量=M-2Gap – 2RmaX 。更多信息请直接与东莞市弘超模具科技有限公司服务人员联络(热线电话:0769-82621066/82621088,全国统一服务热线:400-699-1286),以获得更多的有关注塑模具电火花加工的工艺余量是如何确定的以及高品质模具钢材、模具钢、日本大同模具钢、瑞典一胜百模具钢、S136、DC53、NAK80、VIKING、8418、日本大同DC53、日本大同NAK80、瑞典一胜百S136、瑞典一胜百VIKING、瑞典一胜百8418等)以及国产新型模具钢(基体钢、无磁模具钢等)的选择、应用、热处理及普通铣床的加工范围和加工方式等相关资料。资料来源:东莞市弘超模具科技有限公司技术中心『版权所有,转载或引用请注明链接和出处』 - 【点击次数:】 【加入时间:2013-07-05 11:31:41】 【关闭本页】
技术服务
相关产品
东莞市弘超模具科技有限公司
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ: 微信公众号:hcsteel
微信公众号:hcsteel
地址:广东省东莞市塘厦镇林村管理区
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ:
地址:广东省东莞市塘厦镇林村管理区