



如何计算与确定电极单边放电间隙 跟哪些因素有关?
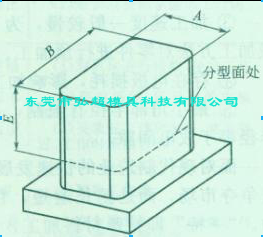
- 电极单边放电间隙(火花位),其实就是在进行电火花放电加工时,极间电压击穿介质时的最小距离。一般这个单边火花位是凭经验人为确定的。电极尺寸见下图。
(1) 当电极尺寸较小时, 即B<30mm、A<20mm、E<lOmm。粗加工电极单边火花位:最好取O.20mm。最小不应小于O.15mm,最大不应大于O.25mm。精加工电极单边火花位:最好取O.075mm。最小不应小于O.05mm,最大不应大于0.10mm。(2)当电极尺寸适中时,即20mm<A<lOOmm, 30mm<B<150mm, lOmm<E<20mmo粗加工电极单边火花位:最 :q好取O.25一0.3mm。最小不应小于0. 2mm, 最大不应大于0. 35mm。精加工电极单边火花位:最好取0.Imm。最小不应小于O.075mm,最大不应大于0.125mm。(3)当电极尺寸较大时,即lOOmm<A<180mm,150mm< ‘B<300mm, 20mm<E<40mmo粗加工电极单边火花位:最好取O.35一0.55mm。最小小不应小于0.3mm,最大不应大于O.6mm。精加工电极单边火花位:最好段。.15rnm。最小不、不应小于O.125mm,最大不应大于0.2mm。(4)当电极尺寸偏大时,即180mm<A<3<300mm, 300mm<B<400mm, 40mrn<E<60mm。粗加工电极卑边火花位:最好取O,6一0.8mm。最小不应小于O.6mm,最大不应大于1.Omm。精加工电极单边火花位:最好取O。20mm。最小不应小于O.15mm,最大不应大于0.25mm。在确定了电极的单边火花位之后,就可以确定电极尺寸的计算了,在进行计算之前,必须要明白:无论怎样改变电极尺寸,都要确保放电后的模具型腔的要求尺寸。模具型腔尺寸要求如下图所示。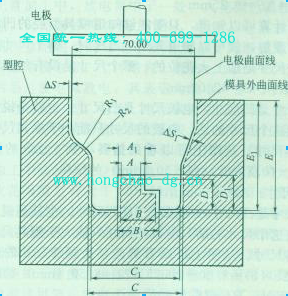 从上图上可以看到,粗加工电极火花位单边取O.25mm,即LS=O.25mm。图上实线的外形轮廓是电极外曲面线。图上虚线的外形轮廓是模具的外曲面线。整条虚线从头到尾,始终与实线保持着均匀的距离。实线凸,虚线也跟着凸;实线凹,虚线也跟着凹;实线是R、斜线,虚线也跟着是R、斜线,形状始终保持一样。这个均匀的距离就是电极的火花位。以图上尺寸为例,分别比较各组尺寸之间的尺寸变化情况。模具型腔要求的尺寸 粗加工电极要加工到的尺寸假ia: A = 8. Oomm Ai =A+(AS>< 2) =8. 00+(0. 25 X 2)B=12. Oomm Bi = B+ (ASX 2) =12. 00+ (0. 25 X 2)C= 42. Oomm Ci0. 25 X 2)D=10. Oomm Di =D+△S- LS=D=10. 00 (mm)E= 65. Oomm Ei =E- LS” 6 5. 00- 0. 25 =64. 75 (mm)R2 =18. 3mm Ri =R2+AJ打9 18. 30十0. 25=== 18. 55 (mm)LSi = AS= 0. 25nun从上面计算可以知道,只要能够知道模具型腔的凹凸情况,再根据上图的理解,就可以知道要加工电极时,哪个尺寸是减去火花位的,哪个尺寸是加上火花位的,哪个尺寸是没有加减的。①C尺寸:C=42.Oomm。模具尺寸是凹尺寸,电极尺寸是凸尺寸。也就是说,要想用电极来加工出这个尺寸的话,电极的尺寸只能小于模具尺寸,绝对不能大于模具尺寸。从图上可以看到是要小两个△S的值,所以有Ci =42. 00- (0. 25 X 2) = 41. 50 (mm)的结果 。②A尺寸:A=8.Oomm。模具尺寸是凸尺寸,电极尺寸是凹尺寸。也就是说,要想用电极来加工出这个尺寸的话,电极的尺寸只能大于模具尺寸,绝对不能小于模具尺寸。从图上可以看到是要大两个AS的值,所以有Ai=A+(AS>< 2)-8.OO+(O.25X2)=8.50 (mm)的结果。③R2尺寸:R2 =18. 30mm。模具尺寸是凸R2,电极尺寸是凹Ri。也就是说,要想用电极来加工出这个尺寸的话,电极的尺寸只能大于模具尺寸。从从图上可以看到,是要大出一个AS的值,所以有Ri =R= R2 +AS = 18. 30+0. 25 =18. 55(mm)的结果。④E尺寸:E=65.O0mm模具尺寸是凹尺寸,电极尺寸是凸尺寸。也就是说,要想用电极来加工出这个尺寸的话,电极的尺寸只能小于模具尺寸。从图上可以看到只要小一个厶S的值,所以有Ei = E- LS=65,OO –O.25=64. 75 (mm)的结果。总之,根据电极放电的原理,再根据模具的凹凸情况,就可以算出电极上的尺寸。更多信息请直接与东莞市弘超模具科技有限公司服务人员联络(热线电话:0769-82621066/82621088,全国统一服务热线:400-699-1286),以获得更多的有关如何计算与确定电极单边放电间隙 跟哪些因素有关以及高品质模具钢材、模具钢、日本大同模具钢、瑞典一胜百模具钢、S136、DC53、NAK80、VIKING、8418、日本大同DC53、日本大同NAK80、RIGOR、ARNE等)以及国产新型模具钢(基体钢、无磁模具钢等)的选择、应用、热处理及普通铣床的加工范围和加工方式等相关资料。资料来源:东莞市弘超模具科技有限公司技术中心『版权所有,转载或引用请注明链接和出处』
从上图上可以看到,粗加工电极火花位单边取O.25mm,即LS=O.25mm。图上实线的外形轮廓是电极外曲面线。图上虚线的外形轮廓是模具的外曲面线。整条虚线从头到尾,始终与实线保持着均匀的距离。实线凸,虚线也跟着凸;实线凹,虚线也跟着凹;实线是R、斜线,虚线也跟着是R、斜线,形状始终保持一样。这个均匀的距离就是电极的火花位。以图上尺寸为例,分别比较各组尺寸之间的尺寸变化情况。模具型腔要求的尺寸 粗加工电极要加工到的尺寸假ia: A = 8. Oomm Ai =A+(AS>< 2) =8. 00+(0. 25 X 2)B=12. Oomm Bi = B+ (ASX 2) =12. 00+ (0. 25 X 2)C= 42. Oomm Ci0. 25 X 2)D=10. Oomm Di =D+△S- LS=D=10. 00 (mm)E= 65. Oomm Ei =E- LS” 6 5. 00- 0. 25 =64. 75 (mm)R2 =18. 3mm Ri =R2+AJ打9 18. 30十0. 25=== 18. 55 (mm)LSi = AS= 0. 25nun从上面计算可以知道,只要能够知道模具型腔的凹凸情况,再根据上图的理解,就可以知道要加工电极时,哪个尺寸是减去火花位的,哪个尺寸是加上火花位的,哪个尺寸是没有加减的。①C尺寸:C=42.Oomm。模具尺寸是凹尺寸,电极尺寸是凸尺寸。也就是说,要想用电极来加工出这个尺寸的话,电极的尺寸只能小于模具尺寸,绝对不能大于模具尺寸。从图上可以看到是要小两个△S的值,所以有Ci =42. 00- (0. 25 X 2) = 41. 50 (mm)的结果 。②A尺寸:A=8.Oomm。模具尺寸是凸尺寸,电极尺寸是凹尺寸。也就是说,要想用电极来加工出这个尺寸的话,电极的尺寸只能大于模具尺寸,绝对不能小于模具尺寸。从图上可以看到是要大两个AS的值,所以有Ai=A+(AS>< 2)-8.OO+(O.25X2)=8.50 (mm)的结果。③R2尺寸:R2 =18. 30mm。模具尺寸是凸R2,电极尺寸是凹Ri。也就是说,要想用电极来加工出这个尺寸的话,电极的尺寸只能大于模具尺寸。从从图上可以看到,是要大出一个AS的值,所以有Ri =R= R2 +AS = 18. 30+0. 25 =18. 55(mm)的结果。④E尺寸:E=65.O0mm模具尺寸是凹尺寸,电极尺寸是凸尺寸。也就是说,要想用电极来加工出这个尺寸的话,电极的尺寸只能小于模具尺寸。从图上可以看到只要小一个厶S的值,所以有Ei = E- LS=65,OO –O.25=64. 75 (mm)的结果。总之,根据电极放电的原理,再根据模具的凹凸情况,就可以算出电极上的尺寸。更多信息请直接与东莞市弘超模具科技有限公司服务人员联络(热线电话:0769-82621066/82621088,全国统一服务热线:400-699-1286),以获得更多的有关如何计算与确定电极单边放电间隙 跟哪些因素有关以及高品质模具钢材、模具钢、日本大同模具钢、瑞典一胜百模具钢、S136、DC53、NAK80、VIKING、8418、日本大同DC53、日本大同NAK80、RIGOR、ARNE等)以及国产新型模具钢(基体钢、无磁模具钢等)的选择、应用、热处理及普通铣床的加工范围和加工方式等相关资料。资料来源:东莞市弘超模具科技有限公司技术中心『版权所有,转载或引用请注明链接和出处』 - 【点击次数:】 【加入时间:2013-07-03 14:21:13】 【关闭本页】
技术服务
相关产品
东莞市弘超模具科技有限公司
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ: 微信公众号:hcsteel
微信公众号:hcsteel
地址:广东省东莞市塘厦镇林村管理区
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ:
地址:广东省东莞市塘厦镇林村管理区