



什么情况下模具需设计废料刀,设计时要注意什么?
- ①在冲压材料长度为600mm以上,冲压工件5件或5件以上时,为了方便送料,设计通常在料尾加废料刀。
②废料刀结构分正装、倒装,可配锁在上或下夹板侧面深3~5mm,刀口间隙线割。
③废料刀的宽度依料带宽度来定,如料宽W1≤50mm时,废料刀宽度W=W1十4,如料宽W1>50mm时前后两侧各设1把宽W=20mm的废料刀即可。
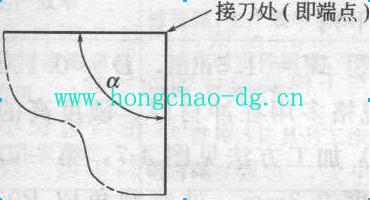
(1)端点处接刀
(1)端点处接刀
此种接刀方式只能用于接刀处在端点(如下图所示),且端点处没有R角;夹角口最理想的范围在150。以下,150。以上的尽量不采用此种接刀法。加工方法,直边过切量L≥0. 5mm, R≥O. 5mm, A=L十R。
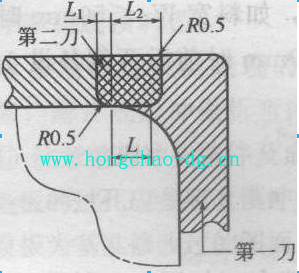
(2)圆弧上接刀
此种接刀方式只能用于接处在凸圆弧上(下图);加工方法法,第一刀过切长度Li =R,第二)直边过切量L≥0.5mm,R≥O.5mm,L2 =L+R。此种接刀方法在目前设计过程中尽量不要采用。
(3)直线边和凸圆弧边上接刀
此种接刀方式常用于接刀处在直线边和凸圆弧边上;缺口的规格尺寸有下列几种:①W= l. 0mm, D = 0.1mm(此规格为优先采用);
② W = 0. 5mm, D = 0. 1mm(此规格只用在产品接刀位置紧张的情况下);
③ W = 1. 5mm, D = 0. 15mm此规格多用在冲材厚、硬度高的情下)加工方法,第一刀过长度0. 3mm,过渡圆角I角取R0.3;第二刀过切量从圆弧接刀口圆心反向偏移0.5mm (②规格偏移0.3mm,,过渡圆角取R0. 5(②规格取R0.3)。
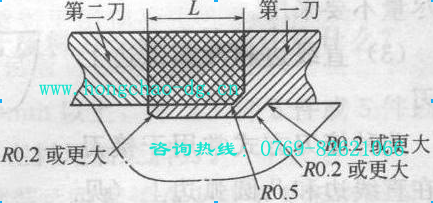
(4)直线边上接刀
此种接刀方式常用于接处在直线边上;缺口的规格尺寸W≥1.5-3.0mm,D=0.3~0.5mm;加工方法如下图所示,第二刀过切量L=W/2+0.5,过渡圆角尺≥O.5mm。
复合模与连续模性能的不同,如表4-7所示。
表4-7 复合模与连续模性能比较
比较项目
复 合 模
连 续 模
冲压精度
高级和中级精度(3-5级)
中级和低级精度(5-8级)
制件形状特点
件的几何形状与尺寸受到模具结构与强度方面的限制
可以加工形状复杂、特殊的件,如宽度很小的异形件等
制件品质
由于压料冲裁同时得到校平,制件平(不弯曲)且有较好的剪切断面
中、小制件不平整(弯曲),高质量制件要求校平
生产效率
制件被顶到模具工作面上,必须用机械排除,生产效率稍低
工序间自动送料,可以自动排除工件,生产效率高
使用高速自动压力机
作时出件困难,可能损坏弹簧缓冲构,不做推荐
在行程次数为每分钟400次或更多的高高速压力机上工作
工作安全性
手需伸人模具的工作区,需采用安全的措施
手不需伸人模具工作区,比较安全
多排冲压法的应用
很少采用
广泛用于尺寸较小的制件
模具制造工作量和成本
冲裁复杂形状制件比级进模低
冲裁简单形状制件比复合模低
更多信息请直接与东莞市弘超模具科技有限公司服务人员联络(热线电话:0769-82621066/82621088,全国统一服务热线:400-699-1286),以获得更多的有关 什么情况下模具需设计废料刀,设计时要注意什么以及高品质模具钢材、模具钢、日本大同模具钢、DC53、NAK80、瑞典一胜百模具钢、S136、VIKING、8418、日本大同DC53、日本大同NAK80、瑞典一胜百S136、瑞典一胜百VIKING、瑞典一胜百8418、德国葛利兹1.2367、德国葛利兹1.2343、HD钢、 GR钢、 7CrSiMnMoV 、7Cr7Mo2V2Si、Cr5Mo1V GD等)以及国产新型模具钢(基体钢、无磁模具钢等)的选择、应用、热处理及普通铣床的加工范围和加工方式等相关资料。资料来源:东莞市弘超模具科技有限公司技术中心『版权所有,转载或引用请注明链接和出处』

- 【点击次数:】 【加入时间:2013-08-21 09:27:58】 【关闭本页】
新闻动态
相关产品
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ:
地址:广东省东莞市塘厦镇林村管理区