



图例解读单腔多处进料或多腔的加热式热流道注射模结构原理

加热方式有外加热和内加热、全加热和局部加热。外加热就是在流道附近(外部)进行加热。这种结构模具的共同特点是在模具内设有加热流道板,主流道和分流道断面多为圆形,其直径约为5-12mm,均在流道板内。流道板上钻有孔,孔内插入管式加热器,使流道内的塑料始终保持熔融状态。流道板利用绝热材料(石棉水泥板等)或利用空气间隔与模具其它部分隔热。内加热流道模具中不仅给料喷嘴部分有内加热器,而且整个流道都采用内加热而不用外加热,这就大大降低了热损失,提高了加热效率。它和绝热流道相同的地方是靠近流道外壁处,由于树脂与冷模具接触而形成的冻结层,起着绝热的作用。它和绝热流道的根本区别是整个流道内部都在加热,操作周期较长亦无冻结之虞,开车前也不必清理流道中原有凝料。其结构是在分流道中心插入一加热器,塑料在管外围空间流动,为了使互相垂直的流道中的管式加热器不干扰,流道与流道间采取交错穿通的办法。外加热器分流道的流道板温度一般在200-300℃范围内,而采取这种方式的流道板可保持在38℃左右,其热损失可比前者少75%,因此使能量大为节约。全加热热流道模具,在停机后不需要打开模具取出流道凝料,只需接通电源重新加热至适当温度即可。局部加热就是在浇注系统的局部进行加热。在停机后需要打开模具取出流道凝料,故在分流道的轴线上应设置能快速启闭的分型面。热源有电加热式和热管式。一般用电加热式。东莞市弘超模具科技有限公司致力于模具钢材应用研究,专业销售高品质模具钢(日本大同模具钢、瑞典一胜百模具钢、瑞典UDDEHOLM工具钢、日本日立模具钢、日本不二越高速钢、德国葛利兹模具钢以及国产新型模具钢、火焰淬火钢、基体钢、无磁模具钢、空冷钢、红冲模具钢等),提供模具失效分析及模具寿命解决方案一站式服务。
⑴、点浇口型
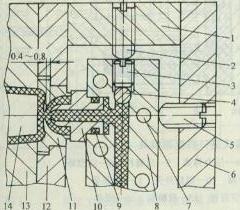
图1所示(图中:1-支架,2-定位螺钉,3-压紧螺钉,4-流道密封钢球,5-定位螺钉,6-定模底板,7-加热孔道,8-热流道板,9-胀圈,10-热流道喷嘴(Be-Cu合金),11-浇口衬套,12-浇口板,13-定模型腔板,14-型芯)为半绝热式喷嘴多腔热流道注射模。流道部分用加热器加热,浇口衬套用导热性好、强度高的铍铜合金制造,以利于传热。喷嘴前端有塑料隔热层,与延长式喷嘴相似。喷嘴与型腔外壁有一环状接触面积。东莞弘超实际应用证明,适合应用于点浇口型单腔多处进料或多腔的加热式热流道注射模具的模具钢钢种包括:瑞典一胜百模具钢、日本大同模具钢、S136、NAK80、IMPAX HH、NIMAX、UNIMAX、STAVAX ESR、MIRRAX ESR、CORRAX、CALMAX、440C-ESR、S-STAR、PD613、NAK-PRM、NAK101、德国葛利兹模具钢、1.2083、1.2316以及国产新型模具钢PCR、DTP90、PMS、FS136、9Cr18Mo等。
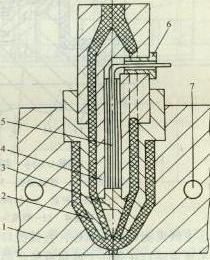
即使是热流道模具,当成型周期过长时,浇口处亦有发生冻结的危险。因此近年来有在给料喷嘴内部安装棒状加热器(设中心鱼雷体)的设计,如图2所示(图中:1-定模板,2-喷嘴,3-鱼雷头,4-鱼雷体,5-内加热器,6-引线接头,7-冷却水孔)的鱼雷体的尖端呈针形,延伸到浇口的中心易冻结处,这样即使加工周期较长,仍可达到稳定的连续操作。圆锥形的喷嘴头部与型腔之间留有0.5mm的绝热层为塑料所充满,加热器的尖端从喷嘴前端伸出,深入浇口中部,离型腔约0.5mm。
⑵、自封式浇口型(或称:阀式浇口型)
阀式浇口的优点是当树脂的熔融粘度很低时可避免流涎;温度偏高时可减少拉丝现象。由于针阀的往复运动能减少浇口处得冻结,如将针阀的前端伸入浇口与型腔平齐,这时在塑件上基本不留浇口痕迹(普通点浇口塑件在浇口处会残存小型锥形物和拉断的毛糙面)。阀式浇口的另一大优点是可以准确地控制补料时间,特别是靠专门的机械或液压机构驱动的阀式浇口可以在高温高压下尽早地封闭浇口,这样就降低了塑件的内应力,减小应力开裂和翘曲变形,增加塑件尺寸稳定性。机械液压驱动的阀式浇口在阀芯开启前可以在注射机料筒内施加预压,使塑料产生预备压缩,当浇口开启的一瞬间,预先压缩的体积迅速膨胀,大大缩短了充满型腔的时间,增加了塑料最大流程。例如低聚乙烯在温度204.4℃,压力105MPa下体积压缩比为8.5%。例如料筒内塑料容积为模具型腔容积的5倍,则在浇口的阀开启的同时,由于膨胀充模,时间能够缩短8.5%×5=42.5%。实验证明,对于低密度聚乙烯的流程比(L/t)也能从240提高到310。由于快速进料和快速封闭使成型总周期大为缩短,特别是薄壁塑件有时可使成型周期缩短1/3或1/3以上。阀式浇口的缺点是模具结构复杂,精确度高而增加了模具的制造成本。
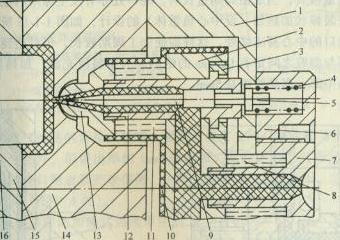
图3所示(图中:1-定模底板,2-热流道板,3-喷嘴盖,4-压力弹簧,5-活塞杆,6-定位环,7-主流道衬套,8-加热器,9-针形阀,10-隔热外壳,11-加热器,12-喷嘴体,13-喷嘴头,14-定模型腔板,15-脱模板,16-型芯)为多腔弹簧针阀式浇口热流道注射模。注射塑料产生的高压使阀芯退回,将浇口开启,阀芯后端的压缩弹簧被压缩,在注射压力消除后靠弹簧的压力将浇口关闭。了解更多塑料模具知识,敬请关注东莞弘超模具钢材专业网站www.hongchao-dg.cn,海量的模具钢材产品信息,最新的模具行业动态资讯,尽在弘超模具钢材网站。
⑶、主流道浇口型(或称:直接浇口型)
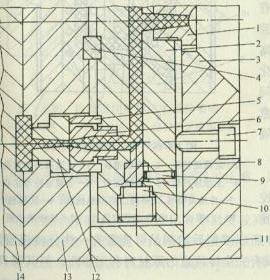
主流道浇口在塑件上残留有较长的料把,脱模后还得再行除掉,如图4所示(图中:1-主流道衬套,2-热流道板,3-定模底板,4-垫块,5-滑动压环,6-热流道喷嘴,7-定位螺钉,8-堵头,9-销钉,10-管式加热器,11-支架,12-浇口衬套,13-定模型腔板,l4-动模型腔板)。更多信息
请直接与东莞市弘超模具科技有限公司服务人员联络(热线电话:0769-82621066/82621088,全国统一服务热线:400-699-1286),以获得更多的有关单腔多处进料或多腔的加热式热流道注射模结构原理以及高品质模具钢材(日本大同模具钢、瑞典一胜百模具钢等)的选择、应用、热处理及库存等相关资料。
资料来源:东莞市弘超模具科技有限公司技术中心
『版权所有,转载或引用请注明链接和出处』- 【点击次数:】 【加入时间:2012-08-01 20:46:02】 【关闭本页】
知识普及
相关产品
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ:
地址:广东省东莞市塘厦镇林村管理区