



深度解读热塑性塑料热流道注射模及绝热式热流道注射模的结构原理
热塑性塑料热流道注射模
热塑性塑料热流道注射模也称为热塑性塑料无流道模具。热塑性塑料的热流道注射成型系统中,注射模的浇注系统始终处于熔融的热流道状态,这样塑件脱模后,浇注系统不需脱模,并在下一成型周期时,与从注射机料筒中来的新料一起,再注入型腔,而成型塑件。所用的注射机为通用型的注射机,但是需要配备精确的模具温度控制器。适合应用于热塑性塑料无流道模具的模具钢钢种:瑞典一胜百模具钢、日本大同模具钢、S136、NAK80、S-STAR、PD613、NAK-PRM、NAK101、德国葛利兹模具钢、1.2738、1.2083、1.2316以及国产新型模具钢DTP90、PMS、FS136等。
使用热流道模具时成型塑料应具备的性能是:
①、塑料的熔融温度范围较宽,粘度在熔融温度范围内变化很小,在较低温度下具有较好的流动性,在较高的温度下具有优良的热稳定性。
②、对压力敏感,不加注射压力时塑料不流动,但施加很低的注射压力即可流动。
③、热变形温度较高,塑件在比较高的温度下即可快速冷凝,这样就可尽快顶出塑件,以缩短成型周期。
④、比热小,这样的塑料既容易熔融又易冷凝。
⑤、导热性能好,以便塑件在模具中很快冷凝。
具备以上条件,可以用热流道模具成型的热塑性塑料有聚乙烯、聚丙烯、聚苯乙烯等。通过模具结构上的改进,充分掌握塑料的性能,也可用热流道模具成型其它塑料,如聚氯乙烯、ABS、聚甲醛、聚碳酸酯等。东莞市弘超模具科技有限公司致力于模具钢材应用研究,专业销售高品质模具钢(日本大同模具钢、瑞典一胜百模具钢、瑞典UDDEHOLM工具钢、日本日立模具钢、日本不二越高速钢、德国葛利兹模具钢以及国产新型模具钢、火焰钢、基体钢、无磁模具钢、空冷钢、红冲模具钢等),提供模具失效分析及模具寿命解决方案一站式服务。
热塑性塑料的热流道注射模结构包括:绝热式热流道注射模、加热式热流道注射模。
绝热式热流道注射模
绝热式热流道注射模的特点是:模具的主流道和分流道做得相当粗大,因此在整个注射过程中,靠近模壁部分的塑料由于聚热而冷凝,形成冷硬层,它起着绝热作用,而流道中心部位的塑料仍保持熔融状态,从而使熔融塑料能通过它顺利进入型腔,满足连续注射的要求。
⑴、井式喷嘴的绝热式热流道注射模
它是最简单的热流道模具,适用于单腔模。这种模具的特点是在注射机喷嘴和模具入口之间装有一个主流道杯。杯内设置了容纳熔融塑料的“井坑”,如图1所示,图中:1-塑件,2-型芯,3-定模,4-主流道,5-主流道杯,6-定位环,7-注射机料筒(喷嘴)。
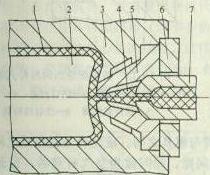
在注射过程中,熔融塑料聚集在喷嘴头部的井坑中,其外表很快冷凝,而中心保持熔融状态。这部分塑料在注射过程中与来自料筒中塑料一起通过点浇口流入型腔。当注射完毕后,井坑中充满熔融塑料,所以要求在加工过程中,注射机的喷嘴始终与井坑部分紧密接触。了解更多塑料模具知识,敬请关注东莞弘超模具钢材专业网站www.hongchao-dg.cn,海量的模具钢材产品信息,最新的模具行业动态资讯,尽在弘超模具钢材网站。
⑵、单腔多点进料或多腔的绝热式热流道注射模
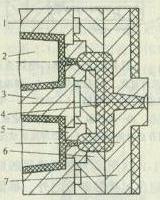
如图2所示,图中:1-绝热层,2-型芯,3-定模型腔板,4-浇注系统,5-浇口衬套,6-流道板,7-定模底板,模具的主流道都做得相当粗大,其断面常为圆形,常用分流道直径为16~30mm,视成型周期长短和塑件大小而定。
由于塑料的导热性很差,因此流道内的塑料仅靠近模壁的外层凝结,这个凝结的外层起到绝热保温作用,而中心的塑料仍保持熔融状态。但在停机后流道内的塑料将会全部凝结,下次注射前必须予以清除,为此在分流道的轴线上应设置能快速启闭的分型面,以利于彻底清除凝料。为了减小塑料的流动阻力,流道内的转角处一般都用圆弧过渡。
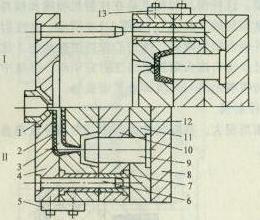
绝热流道的浇口常见的有主流道型浇口(图2)和点浇口(图3,图中:1-主流道衬套,2-凝固塑料,3-熔融塑料,4-定模底板,5-流道使用时的锁链,6-导柱,7-导套,8-动模垫板,9-型芯,10-脱模板,11-型芯固定板,12-定模型腔板,13-流道开启时的锁链,Ⅰ-清理流道状况,Ⅱ-闭模操作状况)。更多信息
请直接与东莞市弘超模具科技有限公司服务人员联络(热线电话:0769-82621066/82621088,全国统一服务热线:400-699-1286),以获得更多的有关热塑性塑料热流道注射模及绝热式热流道注射模的结构原理以及高品质模具钢材(日本大同模具钢、瑞典一胜百模具钢等)的选择、应用、热处理及库存等相关资料。
资料来源:东莞市弘超模具科技有限公司技术中心
『版权所有,转载或引用请注明链接和出处』- 【点击次数:】 【加入时间:2012-08-01 20:43:20】 【关闭本页】
知识普及
相关产品
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ:
地址:广东省东莞市塘厦镇林村管理区