



以冲压落料模和热塑性塑料注射模为例阐述模具的结构组成及动作机理
模具是由各种机械零件构成并具有独立功能的工装器具整体,是确保所成形零件加工质量与成本的关键工艺装备。因此,其结构必须要满足生产的要求。组成模具的各机械零件和装配后的质量,不仅要能生产出合格的零件制品,而且还要适应批量生产的需要,操作要安全可靠,使用方便,寿命要长。同时要成本低廉,容易制造和维修。东莞弘超专业致力于模具钢材的应用研究,为广大模具制造企业推荐最具性价比的高品质模具钢材(日本大同模具钢、瑞典一胜百模具钢、瑞典乌德霍姆工具钢UDDEHOLM、日本日立模具钢HITACHI METALS、日本不二越高速钢、美国熔炉斯伯粉末冶金工具钢、德国葛利兹模具钢Groditz以及国产新型模具钢、火焰钢、基体钢、无磁模具钢、空冷钢、透气钢、红冲模具钢、特种模具钢等),提供模具失效分析及模具寿命解决方案“一站式”服务。
各类模具的结构及其组合形式、复杂程度主要与成形加工对象,即产品零件或制件的结构与结构要素、材料与材料形式、成形工艺条件(压力、温度、时间等)、加工方式及批量大小相关。尽管结构形式不同,但其结构的组成对于不同类型的模具,都是有一定规律的。多年来,广大模具技术工作者经过实践,对模具结构进行了标准化,从而节省了模具设计与制造时间,降低了模具的生产成本。如图1、图2所示,分别为冲压落料模和热塑性塑料注射模。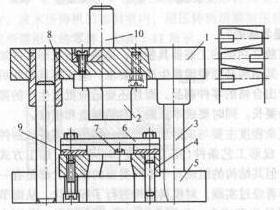
图1所示为冷冲压用单工序带有导向机构的冲裁落料模。其模具主要由上模与下模两部分组成,并通过固定在上模的导套8与下模的导柱3,以H7/h6间隙配合形式,将上、下模定向连接在一起,而成为一个整体的冲模。其上模由上模座1、凸模2、导套8组成,凸模2由螺钉直接固定在模板上。下模则是由下模座5、凹模4及卸料板6和导尺9、导柱3组成,并由螺钉和圆柱销紧固、定位。其中,上模座1、下模座5、导柱3、导套8以及模柄10等五个零件组成标准模架,其功能是将凸、凹模零件连接起来,成为整体模具。
模具在工作时,条料通过导尺9导向送进模内,并由定位销7定位。当压力机滑块下降时,通过模柄10与滑块的连接,则上模也随之滑块一起下降,使得凸模2则与放在凹模4上面的板料接触并与凹模刃日相互作用将板料即沿封闭的周边切断而冲下制品零件。待压力机滑块回升时,则上模也带凸模一起回升,在凸模回升的过程中,装在导尺9上面的卸料板6即将包在凸模2上的余料刮下,恢复到原来位置,而制品则从凹模4及下模座漏料孔落下,完成全部冲压过程。材料继续向前送进,再进行第二次冲压,依此下去,即可连续冲出多个相同的制件。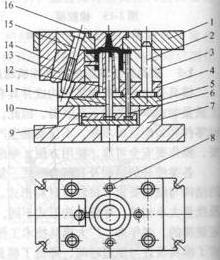
图2所示为热塑性塑料注射模,它属于型腔模的一种。其模具结构特点是,分型面将模具分成动模和定模两部分,采用直浇口,一模一腔,一次只能成形一个制品零件。主要用在立式或卧式塑料注射机上成形。
模具由定模、动模及卸推料三部分构成。其中,定模部分由定模板1、浇口套16组成,而浇口套本身又兼作定模型腔使用;动模部分则由动模固定板4、动模套3、动模垫板5、动模板7、动模型芯12组成;其复位杆8、拉料杆11做为卸料零件分别固定在动模部位;滑块13、斜楔14,以及斜导柱15做为抽芯成形机构固定在定模部位。为了使模具工作时平稳,动模与定模采用导柱2与定模板特制导向孔导向,以保证定、动模相互位置精度。
模具在工作时,将定模固定在注射机定模板上,动模固定在动模板上,并将注射机喷嘴对准浇料口,同时将动模与定模合模、锁住。这时,开启注射机活塞,将在料筒内的熔融塑料以高压、高速挤入动模与定模合模时的所组成的型腔中,并使其充满,再经保压、保时后,开动动模,使其与定模分开回到原来的位置。此时,由于推料系统作用,则使得冷却成形后的制品在拉料杆11作用下,将零件制品卸出。与此同时,侧型芯滑块13沿着斜导柱15向外侧移动抽出侧孔,顶杆6及拉料杆11即将塑件顶出卸下。在第二次合模时,斜块在斜导柱作用下又回到原位,准备下一次行程注射成形。了解更多模具动态资讯,敬请关注东莞弘超模具钢材专业网站www.hongchao-dg.cn,海量的模具钢材产品信息,最新的模具行业动态资讯,尽在弘超模具钢材网站。
从上述的冷冲模和型腔模两种典型的标准结构组成来分析,无论其模具结构怎么变化,它都是由两大类零件组成的。一种是与材料或制件发生直接接触的工艺性零件,如工作成形零件(凸、凹模:型腔、型芯)及卸料零件、定位零件。另一种则是在模具中起安装、组合、导向作用的结构性零件,如支撑零件(上、下模座、凸凹模固定板、垫板、及型腔模的定、动模板、定、动模模套、垫板)及导向零件(导柱、导套)、紧固零件等。同时,为了适应模具的安装及使用、以及成形方法和使用设备不同,根据模具的结构,还可以增加一些辅助零件,如加热、冷却及抽芯机构零件等。相关产品资料:火焰淬火钢、无磁模具钢、红冲模具钢、VANADIS 23、SLEIPNER、STAVAX ESR、QRO 90 SUPREME、S-STAR、NAK-PRM、440C、DH31-EX、DC53、LD(7Cr7Mo2V2Si)。
更多信息
请直接与东莞市弘超模具科技有限公司服务人员联络(热线电话:0769-82621066/82621088,全国统一服务热线:400-699-1286),以获得更多的有关冲压落料模和热塑性塑料注射模的结构组成及动作机理以及其它高品质模具钢材的选择、应用、热处理及库存等相关资料。
资料来源:东莞市弘超模具科技有限公司技术中心
『版权所有,转载或引用请注明链接和出处』- 【点击次数:】 【加入时间:2012-07-13 11:45:59】 【关闭本页】
新闻动态
相关产品
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ:
地址:广东省东莞市塘厦镇林村管理区