



冷冲模装配时凸、凹模间隙如何调整?
- 在模具装配时,保证凸、凹模之间的配合间隙非常重要。配合间隙是否均匀,不仅对制件的质量有直接影响,同时,对模具的使用寿命也有影响。调整凸、凹模配合间隙的方法有以下几种。
(1)透光调整法 将模具的上模部分和下模部分分别装配,螺钉不要紧固,定位销暂不装配。将等高垫铁放在固定板及凹模之之间,并用平形夹头夹紧。翻转冲模,如下图所示,用手灯或电筒照射。从漏料孔观察光线透过多少,确定间隙是否均匀并调整合适。然后,紧固螺钉、装配定位销。经固定后的模具要用相当于板料厚度的纸片进行试冲。如果样件四周毛刺较小且均匀,则配合间隙调整合适。如果样件某段毛刺较大,说明间隙不均匀,应重新调整至试冲合适为止。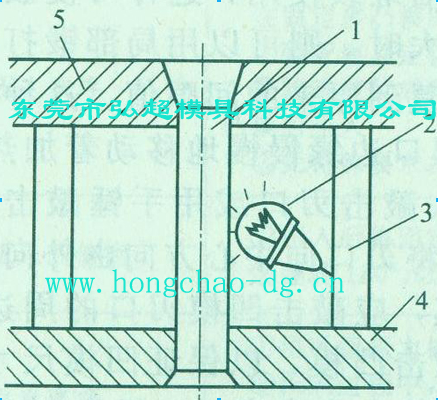 (2)测量法 测量法是将凸模插入凹模型孔内,用塞尺检查凸、凹模四周配合间隙是否均匀。根据检查结果调整凸、、凹模相对位置,使两者各部分间隙均匀。适用于配合间隙(单边)在0. 02mm以上的模具。(3)垫片法 垫片法是根据凸、凹模配合间隙的大小,在凸、凹模配合间隙内垫入厚度均匀的纸片或金属片。调整凸、凹模的相对位置,保证配合间隙的均匀。(4)涂层法 涂层法是在凸模上涂一层磁漆或氨基醇酸绝缘漆等涂料,其厚度等于凸、凹模的单边配合间隙。再将凸模调整相对位置,插入凹模型孔,‘以获得均匀的配合间隙。此方法适用于小间隙冲模的调整。(5)镀铜法 镀铜法是在凸模工作端镀一层厚度等于单边配合间隙的铜,使凸、凹模装配后的配合间隙均匀。镀层在模具使用中,可自行脱落,装配后不必去除。更多信息请直接与东莞市弘超模具科技有限公司服务人员联络(热线电话:0769-82621066/82621088,全国统一服务热线:400-699-1286),以获得更多的有关冷冲模装配时凸、凹模间隙如何调整以及高品质模具钢材、模具钢、日本大同模具钢、瑞典一胜百模具钢、S136、DC53、NAK80、VIKING、8418、日本大同DC53、日本大同NAK80、瑞典一胜百S136、瑞典一胜百VIKING、瑞典一胜百8407、德国葛利兹1.2344等)以及国产新型模具钢(基体钢、无磁模具钢等)的选择、应用、热处理及普通铣床的加工范围和加工方式等相关资料。资料来源:东莞市弘超模具科技有限公司技术中心『版权所有,转载或引用请注明链接和出处』
(2)测量法 测量法是将凸模插入凹模型孔内,用塞尺检查凸、凹模四周配合间隙是否均匀。根据检查结果调整凸、、凹模相对位置,使两者各部分间隙均匀。适用于配合间隙(单边)在0. 02mm以上的模具。(3)垫片法 垫片法是根据凸、凹模配合间隙的大小,在凸、凹模配合间隙内垫入厚度均匀的纸片或金属片。调整凸、凹模的相对位置,保证配合间隙的均匀。(4)涂层法 涂层法是在凸模上涂一层磁漆或氨基醇酸绝缘漆等涂料,其厚度等于凸、凹模的单边配合间隙。再将凸模调整相对位置,插入凹模型孔,‘以获得均匀的配合间隙。此方法适用于小间隙冲模的调整。(5)镀铜法 镀铜法是在凸模工作端镀一层厚度等于单边配合间隙的铜,使凸、凹模装配后的配合间隙均匀。镀层在模具使用中,可自行脱落,装配后不必去除。更多信息请直接与东莞市弘超模具科技有限公司服务人员联络(热线电话:0769-82621066/82621088,全国统一服务热线:400-699-1286),以获得更多的有关冷冲模装配时凸、凹模间隙如何调整以及高品质模具钢材、模具钢、日本大同模具钢、瑞典一胜百模具钢、S136、DC53、NAK80、VIKING、8418、日本大同DC53、日本大同NAK80、瑞典一胜百S136、瑞典一胜百VIKING、瑞典一胜百8407、德国葛利兹1.2344等)以及国产新型模具钢(基体钢、无磁模具钢等)的选择、应用、热处理及普通铣床的加工范围和加工方式等相关资料。资料来源:东莞市弘超模具科技有限公司技术中心『版权所有,转载或引用请注明链接和出处』 - 【点击次数:】 【加入时间:2013-07-25 10:52:56】 【关闭本页】
技术服务
相关产品
东莞市弘超模具科技有限公司
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ: 微信公众号:hcsteel
微信公众号:hcsteel
地址:广东省东莞市塘厦镇林村管理区
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ:
地址:广东省东莞市塘厦镇林村管理区