



激光加工在模具制造上的应用有哪些?
- (1)激光叠加制造 激光叠加制造的原理为:将激光切割的、按立体造型剖切的、形状逐渐发生变化的多层薄板叠加,并使其形成所需要的模具几何形体,可作为拉深模、成形模。日本在冲模的激光叠加制造方面已达到实用阶段。所制造的模具尺寸精度已达到+O.Olmm,切割厚度为12mm。经激光切割后的切口表面形成深O.1一O.2mm、硬度为800HV的硬化层。用来冲裁Imm的钢板,可冲10000件,如果在激光切割后再经淬火处理,则可冲3万一5万件。
激光叠加模具制造工艺流程如下图所示。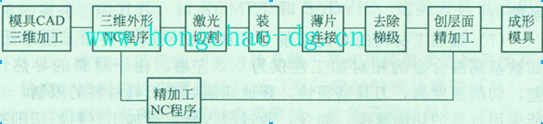 (2)快速模具制造 激光快速原型(RP)及快速制模技术是20世纪90年代兴起的一项新兴技术。(3)表面强化与修复 为了提高模具的使用寿命,常常需要对模具表面进行强化处理。采用激光技术来强化和修复模具,具有柔性大(可对大型模具进行局部淬火)、表面强度高(比常规热处理硬度高5%-15%,并且均匀)、变形小、对不需要强化的部位影响小、工艺周期短和工艺简单等优点。激光相变硬化(激光淬火)是利用激光辐照到金属表面,使其表面以很高的升温速度达到相变温度(但低于熔化温度)而形成奥氏体,当激光束离开后,利用金属表面本身热传导而发生淬火,使金属表面发生马氏体转变,形成硬度高、抗磨损的表层,从而使金属表面得到强化。所用设备为三轴联动的数控激光加工机。影响激光强化的主要因素有激光功率、光斑尺寸和扫描速度。在强化过程中要对这些参数进行优化,并对具体材料选择合适的激光处理参数。对于CrWMn、Cr12MoV、CrWMn、Cr12、TlOA及Cr-Mo铸铁等的常用模具材料,在激光处理后,其组织性能较常规热处理普遍改善。例如,CrWMn钢在常规加热时易在奥氏体晶界上形成网状的二次碳化物,显著增加工件脆性,降低冲击韧性,使在模具刃口或关键部位寿命较低。采用激光淬火后可获得马氏体和弥散分布的碳化物颗粒,清除网状,并获得最大硬化层深度以及最大硬度1017. 2HV。Cr12MoV钢激光淬火后的硬度、抗塑性变形和抗黏着能力均较常规热处理有所提高。对T8A钢制造的凸模和Cr12MoV制造的凹模,激光硬化层深O.12mm,硬度1200HV,寿命提高4-6倍,即由冲压2万件提高到10万一14万件。对于Tl0钢,激光淬火后可获得硬度1024HV、深0.55mm的硬化层;对于Cr12,激光淬火后可获得硬度1000HV、深O.4mm的硬化层,使用寿命均得到了较大的提高。(4)其他应用 激光技术在模具上的应用还有激光涂覆、激光堆焊以及激光直接用于冲裁、打标和弯曲等。如JHM-IGY-400型多功能激光加工机能量大,发散角小,功率密度高,选模和调制技术新颖,聚焦系统独特,加工质量良好(圆度好、深度大、孑L壁烧伤轻等),对各类金属和非金属均能加工,例如,不锈钢、磁钢、宝石等打孔,孔深可达15mm左右(不需两头打或移焦);天然金恕.植手譬或畴嘴头等打孔,孔可小至o.01~o.02mm;激光焊接,焊点小、美观而牢固;激光切割,切缝细、省材料。具体如下。①焊接。可对铝、铜、金、银、镍等其他金属点焊、对焊或密封焊接,焊接熔深<2,5mm。②切割。可对铝、铜、镍、陶瓷等材料进行切割,加工出各种图形,切割深度<2. Smm。③打孔。最小孑L径乒o.03mm,并可在铝、铜等金属和金刚石、硬质合金、陶瓷、塑料上打孔。④标记。能在多种金属材料上做简单的文字、数字标记。更多信息请直接与东莞市弘超模具科技有限公司服务人员联络(热线电话:0769-82621066/82621088,全国统一服务热线:400-699-1286),以获得更多的有关激光加工在模具制造上的应用有哪些以及高品质模具钢材、模具钢、日本大同模具钢、瑞典一胜百模具钢、S136、DC53、NAK80、VIKING、8418、日本大同DC53、日本大同NAK80、瑞典一胜百S136、瑞典一胜百VIKING、瑞典一胜百8418等)以及国产新型模具钢(基体钢、无磁模具钢等)的选择、应用、热处理及普通铣床的加工范围和加工方式等相关资料。资料来源:东莞市弘超模具科技有限公司技术中心『版权所有,转载或引用请注明链接和出处』
(2)快速模具制造 激光快速原型(RP)及快速制模技术是20世纪90年代兴起的一项新兴技术。(3)表面强化与修复 为了提高模具的使用寿命,常常需要对模具表面进行强化处理。采用激光技术来强化和修复模具,具有柔性大(可对大型模具进行局部淬火)、表面强度高(比常规热处理硬度高5%-15%,并且均匀)、变形小、对不需要强化的部位影响小、工艺周期短和工艺简单等优点。激光相变硬化(激光淬火)是利用激光辐照到金属表面,使其表面以很高的升温速度达到相变温度(但低于熔化温度)而形成奥氏体,当激光束离开后,利用金属表面本身热传导而发生淬火,使金属表面发生马氏体转变,形成硬度高、抗磨损的表层,从而使金属表面得到强化。所用设备为三轴联动的数控激光加工机。影响激光强化的主要因素有激光功率、光斑尺寸和扫描速度。在强化过程中要对这些参数进行优化,并对具体材料选择合适的激光处理参数。对于CrWMn、Cr12MoV、CrWMn、Cr12、TlOA及Cr-Mo铸铁等的常用模具材料,在激光处理后,其组织性能较常规热处理普遍改善。例如,CrWMn钢在常规加热时易在奥氏体晶界上形成网状的二次碳化物,显著增加工件脆性,降低冲击韧性,使在模具刃口或关键部位寿命较低。采用激光淬火后可获得马氏体和弥散分布的碳化物颗粒,清除网状,并获得最大硬化层深度以及最大硬度1017. 2HV。Cr12MoV钢激光淬火后的硬度、抗塑性变形和抗黏着能力均较常规热处理有所提高。对T8A钢制造的凸模和Cr12MoV制造的凹模,激光硬化层深O.12mm,硬度1200HV,寿命提高4-6倍,即由冲压2万件提高到10万一14万件。对于Tl0钢,激光淬火后可获得硬度1024HV、深0.55mm的硬化层;对于Cr12,激光淬火后可获得硬度1000HV、深O.4mm的硬化层,使用寿命均得到了较大的提高。(4)其他应用 激光技术在模具上的应用还有激光涂覆、激光堆焊以及激光直接用于冲裁、打标和弯曲等。如JHM-IGY-400型多功能激光加工机能量大,发散角小,功率密度高,选模和调制技术新颖,聚焦系统独特,加工质量良好(圆度好、深度大、孑L壁烧伤轻等),对各类金属和非金属均能加工,例如,不锈钢、磁钢、宝石等打孔,孔深可达15mm左右(不需两头打或移焦);天然金恕.植手譬或畴嘴头等打孔,孔可小至o.01~o.02mm;激光焊接,焊点小、美观而牢固;激光切割,切缝细、省材料。具体如下。①焊接。可对铝、铜、金、银、镍等其他金属点焊、对焊或密封焊接,焊接熔深<2,5mm。②切割。可对铝、铜、镍、陶瓷等材料进行切割,加工出各种图形,切割深度<2. Smm。③打孔。最小孑L径乒o.03mm,并可在铝、铜等金属和金刚石、硬质合金、陶瓷、塑料上打孔。④标记。能在多种金属材料上做简单的文字、数字标记。更多信息请直接与东莞市弘超模具科技有限公司服务人员联络(热线电话:0769-82621066/82621088,全国统一服务热线:400-699-1286),以获得更多的有关激光加工在模具制造上的应用有哪些以及高品质模具钢材、模具钢、日本大同模具钢、瑞典一胜百模具钢、S136、DC53、NAK80、VIKING、8418、日本大同DC53、日本大同NAK80、瑞典一胜百S136、瑞典一胜百VIKING、瑞典一胜百8418等)以及国产新型模具钢(基体钢、无磁模具钢等)的选择、应用、热处理及普通铣床的加工范围和加工方式等相关资料。资料来源:东莞市弘超模具科技有限公司技术中心『版权所有,转载或引用请注明链接和出处』 - 【点击次数:】 【加入时间:2013-07-08 14:06:49】 【关闭本页】
技术服务
相关产品
东莞市弘超模具科技有限公司
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ: 微信公众号:hcsteel
微信公众号:hcsteel
地址:广东省东莞市塘厦镇林村管理区
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ:
地址:广东省东莞市塘厦镇林村管理区