



模具的高速切削加工与传统切削加工相比较有什么工艺特点?
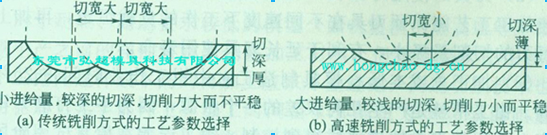
- 高速铣削加工与传统数控铣削加工方法的主要区别在于进给速度、切削速度和切削深度的工艺参数值不同。高速铣削加工采用高进给速度和小切削参数;而传统数控加工则采用低进给速度和大切削参数,如下图所示。具体地说,从切削用量的选择看,高速铣削加工的工艺特点表现在以下几个方面。
 (1)主轴转速(切削速度)高 在高速加工中,主轴转速能够达到10000一30000r/min,一般在20000r/min以上。高速加工的这个特点必须依赖于良好的机床设备,特别是高质量的机床主轴和主轴轴承。(2)进给速度快 典型的高速加工进给速度对切削钢材而言在5 m/min以上。最近开发的数控机床的切削进给速度远远超过这个值。如德国的XHC2240加工中心,最大进给速度可达60m/min。(3)切削深度小 高速加工的切削深度一般在O.3一0.6mm之间,在特殊情况下切削深度也可以达到0.Imm以下。小的切削深度可以减小切削力,降低加工过程中产生的切削热,延长刀具的使用寿命。从加工方式上讲,小的切削深度和快的进给速度能够获得加工时更好的刀具长径比L/D(其中L指刀具长度,D指刀具直径),使得许多深度很大的零件也能完成加工。应该说,这是一种相当合理的加工方法。(4)切削行距小 高速铣削加,工采用的刀具轨迹行距一般在O.2mm以下。一般来说,小的刀具轨迹行距可以降低加工过程中的表面粗糙度,提高加工质量,大幅度减少后续的精加工过程。更多信息请直接与东莞市弘超模具科技有限公司服务人员联络(热线电话:0769-82621066/82621088,全国统一服务热线:400-699-1286),以获得更多的有关模具的高速切削加工与传统切削加工相比较有什么工艺特点以及高品质模具钢材、模具钢、日本大同模具钢、瑞典一胜百模具钢、S136、DC53、NAK80、VIKING、8418、日本大同DC53、日本大同NAK80、瑞典一胜百S136、瑞典一胜百VIKING、瑞典一胜百8418等)以及国产新型模具钢(基体钢、无磁模具钢等)的选择、应用、热处理及普通铣床的加工范围和加工方式等相关资料。资料来源:东莞市弘超模具科技有限公司技术中心『版权所有,转载或引用请注明链接和出处』
(1)主轴转速(切削速度)高 在高速加工中,主轴转速能够达到10000一30000r/min,一般在20000r/min以上。高速加工的这个特点必须依赖于良好的机床设备,特别是高质量的机床主轴和主轴轴承。(2)进给速度快 典型的高速加工进给速度对切削钢材而言在5 m/min以上。最近开发的数控机床的切削进给速度远远超过这个值。如德国的XHC2240加工中心,最大进给速度可达60m/min。(3)切削深度小 高速加工的切削深度一般在O.3一0.6mm之间,在特殊情况下切削深度也可以达到0.Imm以下。小的切削深度可以减小切削力,降低加工过程中产生的切削热,延长刀具的使用寿命。从加工方式上讲,小的切削深度和快的进给速度能够获得加工时更好的刀具长径比L/D(其中L指刀具长度,D指刀具直径),使得许多深度很大的零件也能完成加工。应该说,这是一种相当合理的加工方法。(4)切削行距小 高速铣削加,工采用的刀具轨迹行距一般在O.2mm以下。一般来说,小的刀具轨迹行距可以降低加工过程中的表面粗糙度,提高加工质量,大幅度减少后续的精加工过程。更多信息请直接与东莞市弘超模具科技有限公司服务人员联络(热线电话:0769-82621066/82621088,全国统一服务热线:400-699-1286),以获得更多的有关模具的高速切削加工与传统切削加工相比较有什么工艺特点以及高品质模具钢材、模具钢、日本大同模具钢、瑞典一胜百模具钢、S136、DC53、NAK80、VIKING、8418、日本大同DC53、日本大同NAK80、瑞典一胜百S136、瑞典一胜百VIKING、瑞典一胜百8418等)以及国产新型模具钢(基体钢、无磁模具钢等)的选择、应用、热处理及普通铣床的加工范围和加工方式等相关资料。资料来源:东莞市弘超模具科技有限公司技术中心『版权所有,转载或引用请注明链接和出处』 - 【点击次数:】 【加入时间:2013-07-05 14:51:32】 【关闭本页】
技术服务
相关产品
东莞市弘超模具科技有限公司
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ: 微信公众号:hcsteel
微信公众号:hcsteel
地址:广东省东莞市塘厦镇林村管理区
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ:
地址:广东省东莞市塘厦镇林村管理区