



模具钢材焊接专题│瑞典一胜百模具钢材的焊接(一)---工艺条件和方法
东莞弘超专业销售高品质模具钢材(瑞典一胜百模具钢、日本大同模具钢、瑞典UDDEHOLM工具钢、德国葛利兹模具钢以及基体钢、无磁模具钢等)。为了更好地服务客户,公司将在新闻动态栏目陆续介绍各种品牌模具钢材的焊接工艺及技巧。
瑞典一胜百模具钢材的焊接(一)---工艺条件和方法
一般认为,含碳量超过0.2%的钢,焊接性能较差。因此,含碳量在0.3~2.5%之间的模具钢材很难焊接,许多模具钢材供应商不推荐焊接。然而焊条质量的改善,焊接设备和焊接技术的发展,尤其是工具钢质量的提高已使工具钢焊接成为现实,并能产生相当可观的经济效益。
ASSAB认识到模具钢材经常需要焊接,特别是较昂贵的压铸模、大型锻模、塑料模、单身模和冲模,这类模具通过焊接来修补比制作一个新模具所花的代价要低很多。
模具钢材焊接的相关基础知识
模具钢材含有0.3~2.5%的碳及合金元素,如锰、铬、钼、钨和镍。模具钢材焊接时的主要问题是它的高淬透性。一旦停止加热,焊接处就快速地冷却,焊接金属和热影响区的部位就会硬化。因为焊接仅限于局部,所以硬化组织转变会产生应力,除非特别小心,否则随时有开裂的危险。
为了顺利地焊接模具钢材,有必要对焊接设备,焊接技术和焊条作详尽的介绍。当然焊接人员的技术和经验也是很关键的因素,根据工具钢的性能,只要细心地处理,其焊接效果几乎不差于一般低碳钢。以下情况的模具钢材需要焊补:
•开裂或磨损模具的翻新和修补。
•崩刃或磨损的冲模切削刃的修补。
•模具制作是机械加工错误的补救。
•模具设计的改变。
模具钢材的焊接方法
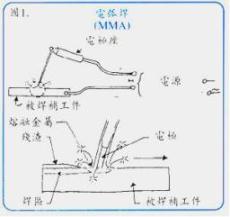
涂层保护电弧焊(SMAW或MMA)
原理
使用直流电或交流电使用涂层的焊条(电极)与被焊补工件产生电弧(图1)
焊条通常由低碳钢的焊条芯,土以一层焊剂组成。这层焊剂的成分较复杂,它由铁粉、含铁合金粉,造渣剂和黏结剂组成。
焊接过程中,电弧条焊条熔化所产生的熔融金属液落到被焊补工件上。在熔融金属液从焊条落到工件凝固以及焊接区冷却过程中,空气的危害一部份被焊条上的焊剂形成的渣所抑制,另一部份被焊条熔化时产生的气体所抑制。
焊接区的金属成份通过焊剂的成份通过焊剂的成份来调节。
电源
电弧焊(MMA)既可用直流电源也可用交流电源。不管采用哪一种电源,都必须提供和焊条电极相匹配的电压和电源。
•普通复原电极(Normal recovery electrodes):20~30V
•高度复原电极(High recovery electrodes):30~50V
ASSAB焊条属于普通复原型。适用的电源时直流电,开路电压70V,能以35%的间隙提供250A/30V的电流。
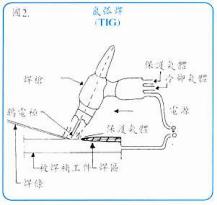
钨极气体保护焊(GTAW或TIG)
原理
在熔化极电弧焊焊接时,撞击产生电弧的电极会渐渐消耗完。
用TIG焊时,电极时由熔点非常高的钨或钨合金(大约3300℃)组成,因此在焊接过程中(图2)电极补熔化。电弧最初由电极与工件间无需接触就能产生电流。钨电极和直流电源负极连接,因为阳极产生的热量少从而电极熔化的危险性小。电流通过焊枪传到电极上。焊接时的金属丝成45度角送入电弧。焊枪上的圆环中流出得惰性气体屏蔽流防止了熔池焊接区的氧化。
电源
如果配上一个TIG控制相。那么就能用一般的MMA电源进行TIG焊接。焊枪应该用水冷却并能以100%的间歇(Intermirlence)调节250A的最小电流。为了尽可能使惰性气体保护有效,须配一个气体透镜。如果电源能从零无级增加到最佳值,那么焊接就方便的多。
焊接设施
为了能使工具钢的焊接得到令人满意的效果,下面几种设备是必不可少的。
烘箱
用于MMA焊接的焊条有很强的吸水性,除了干燥的空气外,不允许和任何东西接触。否则焊接区将会被氢所损害(后述)。因此焊接车间应配备一个烘箱用于储存焊条。烘箱内温度因控制在50~150℃范围内。焊条应从放置焊条的盒内拿出松散地放置于烘箱内的架子上。
对于焊接车间以外工具钢的焊接,配备一个能放置焊条的便携式经加热过的保温箱也是很有用的。
工作台
在焊接工具钢的重要焊接工序时,焊接人员有一个舒适的工作场合特别重要。因此工作台必须平稳,高度适当才能安全而精确地进行焊接。如果工作台可旋转和上下调节那更好,因为这能使焊接操作更方便。
预热设备
工具钢不可以在室温下焊接,因为由开裂的危险,在焊接前的必备阶段(后述),一般而言必须对模具进行预热。虽然通过炉内预热一定能成功地焊接模具,但存在的问题是焊接完成前模具温度会下降过快。因此推荐用一个同直流电的加热箱在恰当温度使模具保持恒温。这种设备也能以均匀及一定的速度加热模具。
对于较小的一些焊补,也可用丙烷焊灯来预热。因此在焊接车间内要备有液态丙烷钢瓶。
以下设备是必需的:
•直径最小为直径180X6毫米的盘磨机用于焊接接口处开坡口和抹掉焊接时可能会出现的任何缺陷。
•平面磨床,转速可≥25000转/分钟,用于磨去较小的缺陷和焊后精磨。
•如果被焊的磨具最终要进行抛光或光蚀刻花,那么磨床必须有足够的磨削光洁度。
填充金属的特性
焊条(填充金属)的化学成份,被焊材料(钢基体)的化学成份和焊接时钢基体结合,产生一个理想的焊缝区:
•均匀的化学成份,硬度和易于热处理。
•无非金属夹染物,气孔和裂纹。
•所阐述的适合于工模应用方面的性能。因为工具钢焊接区有较高的硬度,所以特别容易在家杂物粒子或微孔处产生裂纹
因此所选用的焊条应能使焊缝区得到高质量。同样,所生产的焊条必须有厂格的化学成份控制。这样每次焊接后材料的硬度都可通过相应的热处理来加以调整。如果模具在焊接后要抛光或光蚀刻花,那么高质量的填充金属更是必不可少的。ASSAB焊条满足了这些要求。
相对于那些普通焊条,用电渣重熔方法,用电渣重熔方法生产的TIG焊条其纯洁度要高得多。另一个优点是其含氢量也低得多。一般来说,用于焊接工具钢的焊条其化学成份应和集体材料相似。在退火状态下焊接时,如模具在制造过程中需要拼凑,那么很重要的一点就是填充金属必须和钢基体有一样的热处理特性,否则成品模具焊接区将有不同的硬度。填充金属和钢基体成份差别越多,淬火时开裂的危险也越大。
不管是对退火状态还是淬火回火后的钢基体的焊接,ASSAB都有与相应工具钢牌号相匹配的焊条(对于所有的ASSAB热工作工具钢都推荐用QRO90焊条和QRO90TIG焊条)。
对于不同的应用,被焊工具的焊接区金属需要不同的性能。在三类模具钢中(即冷作钢、热作钢和塑胶模具钢),焊接区金属须具备以下性能:
•冷作钢:硬度、韧性、耐磨性
•热作钢:硬度、抗回火性、韧性、耐磨性、抗热龟裂性
•塑胶模具钢:硬度、耐磨性、抛光性、光蚀刻花性
硬度
如果模具在淬火,回火后焊接,那么焊接后焊接区应有和钢基体一样的硬度。在这样的情况下,即使没有紧接着的回火,焊接区受到的影响也很小。所有的ASSAB焊条满足这种要求(图3)

图3 718及618(使用718焊接,MMA焊接)焊接区截面硬度分布。
注:均匀的硬度分布,仅在基体和焊接区的交接处硬度较高,热影像区非常窄,在熔合区硬度略高。
抗回火性
如果模具在焊接后(退火状态的钢基体)进行热处理,那么焊接区金属淬火和回火后的性能应和基本钢的性能相似,以致基体金属和焊接区获得同样的硬度(图4)。
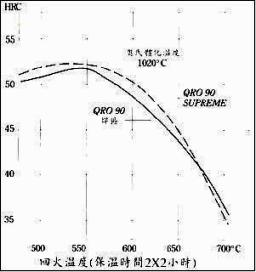
图4 QRO90 SUPREME和用QRO90焊条的MMA焊接得到的焊接区金属回火曲线对照。
韧性
尽管所焊接的模具,焊接区金属处于铸造状态,但是由于快速凝固,焊区组织细,因而韧性好。一般说来,焊接区的金属韧性在后继的热处理中会进一步提高。因此对于完全淬透的模具的较大焊补,即使焊接后焊接区和集体硬度一致,也应焊后回火。
对于硬度要求非常高的冷作钢,可以先得一层较软的填充金属,然后在工具工作面用较硬的焊条作最终焊接。相对于完全用较硬的焊条焊接,这种方法焊接最具有更高韧性。
耐磨性
就像工具钢一样,焊接金属的耐磨性也随它的硬度和合金元素含量提高而提高。ASSAB生产具有和钢基体相对应的具有同样耐磨性的焊条。
抗热龟裂性
热作工具钢的焊接区由于较差的高温强度,抗回火性或韧性(延展性),热龟裂出现得通常比钢基体早。然而如果使用的焊条能使焊接区金属有较好的高温强度,高温硬度,那么抗热龟烈性可能和基体金属相等甚至超过基体金属。QRO90焊条加上TIG焊接方法就会得到如下图(图5)所示极好热龟裂性能的焊接区。
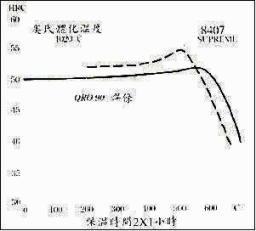
图5
图5. QRO90焊条,显示出比优质H13钢基体(8407 SUPREME)更好的抗回火性。
抛光
对于焊接后需要抛光的塑胶模具,焊接区金属得成份和硬度一定不要和基体有很大差异。否则,焊接区的轮廓在抛光后看得兼并会在塑料零件上留下可见痕迹。
要是抛光后完全看不处焊接区痕迹,通常采用718和S136焊条(或钨极气体保护焊条)补焊同牌号钢,同时要有相对应的正确的焊接步骤。
光蚀刻花性(皮纹性)
要使塑胶模具表面通过光蚀刻花产生皮纹的话,焊接区金属和钢基体的化学成份必须相似。如果做不到,光蚀刻花后在焊接区和基体金属间将产生差异。这会导致塑料制品上有可见的痕迹。采用718或S136焊条(或TIC焊条)焊接718、618和S136,假如焊接方法得当通常在光蚀刻花后分辨不出焊接区。
慎防氢
工具钢的焊接区硬度很高,因此对在焊接过程中由于氢的入侵造成的冷裂特别敏感。在许多情况下,由于电弧焊条(图6)其易吸湿焊条皮中吸收了水蒸气而产生氢。
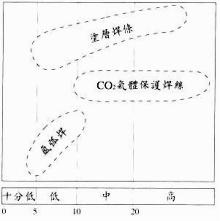
焊接区金属中得氢浓度(毫米/100克)
图6 使用不同焊接方法及不同类别得焊条对与焊接区氢含量的影响。
•焊接区对金属的显微组织(不同的显微组织有不同的氢敏感性)
•钢的硬度(硬度越高敏感性越强)
•应力大小
•在焊接时氢的融解量
显微组织/硬度
应力大小
焊接区应力来自于三个方面:
•熔池凝固时的收缩。
•在焊接区,热影响区和钢基体之间温度差异。
•冷却淬火过程中焊接区和热影响区组织转变应力。
一般来说,焊接区周围的应力值将达到金属屈服应力,这对于已淬火的工具钢来说实际上是非常高的。对于这种情况没有任何彻底解决的方法,但不管这种情况没有任何彻底解决的方法,但不管怎样,可通过适当的焊接设计(焊珠位置,多层焊的顺序)加以改善。如果焊接区不幸地受到大量氢侵入,即使降低应力也无济于事。
氢的溶解量
焊接区对冷裂敏感性,取决于氢的溶解量。通过预防,在焊接使氢入的氢含量能明显下降。
•由焊条皮的焊条,一旦打开包装盒(如前所述),就应始终存放在加热的储藏箱或加热容器内。
•焊接区周围的表面赃物,例如油、迹或油漆是氢的一个来源。因此在焊接区周围表面,在焊接开始前应加以模削。
•如果用丙烷燃烧器来预热,应该记住在火焰不直接燃烧到的工具表面会产生一层水汽。
高温焊接
高温下焊接工具钢主要原因是工具钢高的淬透性容易引起焊接区和热影响区的开裂敏感性。冷作钢的焊接会引起在焊缝间焊接区和热影响区的迅速冷却,随之产生较脆的马氏体组织而带来开裂的危险。如在常温下焊接,在焊接区产生的裂纹会穿过整个模具导致完全开裂。因此模具在焊接时应保持在Ms温度以上50~100℃,严格地来说就是焊接区金属的Ms温度以上,它可能和钢基体不相等。
在某些情况下,钢基体完全淬透并在低于Ms温度回火。因此,焊接时预热工具会引起硬度下降。例如大多数低温回火冷作钢不得不被预热到超过回火的温度,回火温度通常在200℃左右。为了进行适当的预热,减轻焊接时开裂的危险,钢材的硬度一定会下降。
一个预热恰当的工具在多层焊接时,焊接区的大部分在焊接过程中保持在奥氏体态并随工具的冷却而慢慢转变,与单层焊时每焊一次马氏体转变一次相比,多层焊确保了整个焊接区均匀的硬度和显微组织,但重焊有开裂的危险。
根据以上所述,很明显,整个焊接过程应在工模热的时候完成。不推荐先焊一部分让工具冷却下来然后继续预热来完成整个焊接,因为这有相当大开裂的危险。
虽然在炉内预热模具时可行的,但温度有可能不均匀(产生应力)并会在完成焊接前造成过度冷却(特别是小型工具)。
焊接时,在所需温度下预热和保持工具温度的最好方法是使用一个在箱壁内有电热元件的绝缘盒(见左下图)。
图7显示了在炉内预热和在绝缘盒内预热的工模在焊接区截面上硬度分部的差异。很清楚,炉内预热工模其硬度波动壁绝缘盒内预热工具大得多。
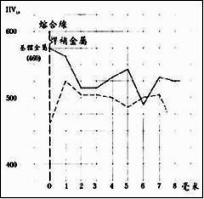
——— 炉内预热温度
--- 绝缘盒内预热温度
图7 用QRO90焊条在炉内和绝缘盒内预热后焊接的焊接区截面硬度分布。
资料来源:ASSAB TOOLING
编译:东莞市弘超模具科技有限公司
更多信息
请直接与我公司服务人员联络(热线电话:0769-82621066),以获得更多的有关模具钢材选择、应用、热处理及库存等相关资料。
(待续)瑞典一胜百工具钢的焊接(二)---工艺流程- 【点击次数:】 【加入时间:2009-10-16 03:17:31】 【关闭本页】
新闻动态
相关产品
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ:
地址:广东省东莞市塘厦镇林村管理区